行业新闻
不只提供钣金件,也同步行业趋势与应用变化。帮你看懂背后的结构工艺与市场风向。
9 月 2025

金属加工厂3大核心优势,采购商如何选择可靠OEM代工服务?
在车间干久了,你会发现一个事实:金属加工厂看起来都差不多,设备型号也大同小异,但真正能把活儿做稳、交期压准、质量控制住的,其实没几个。有人说设备是硬实力,但我更倾向于把“工厂优势”理解成一种综合体:技术、管理、还有人。宝煊钣金加工厂就是在这种长期磨合中,逐渐形成了自己的节奏。今天我们就聊聊金属加工厂的三大核心优势,以及采购商在选择 [...]

机器人激光切割3大优势,采购商如何定制家电钣金外壳?
说句实话,搞了这么多年钣金加工,我见过的切割方式不少:传统冲床、数控剪板、等离子、甚至手工火焰切割。可要是真把精度、效率、柔性这些条件放在一起权衡,最近几年在车间里让我觉得“顺手”的,还是机器人激光切割。尤其是遇到家电钣金外壳这种形状复杂、边角细碎、批量变化又大的活,优势就更明显了。今天我就结合在宝煊钣金加工厂的一些经历,聊聊机器人激光切割的三大优势,以及采购商在定制家电外壳时要注意哪些细节。 [...]

焊接钢管3大关键技巧,轻松解决机械结构管加工难题
说实话,焊接钢管这个活儿,看起来不算复杂——不就是把两根管子拼接起来嘛?可真要是上了生产线,尤其是那种要求公差、气密性和强度都卡得死死的机械结构件,情况就完全不一样了。宝煊钣金加工厂这些年接的订单里,不少就是涉及到这种管材焊接。刚开始的时候,我们也踩过不少坑,比如变形大、焊缝气孔、装配对不齐,结果返工率高得吓人。后来总结出一些实打实的技巧,才慢慢把稳定性做出来。今天,我就挑出三个关键点,分享给同行和采购们。 [...]

等离子表面处理方法|5步提升金属表面改性耐久性
等离子表面处理是什么? [...]

钣金机箱加工清单|7大方法保障服务器机柜精度
说句实在话,在钣金机箱加工里,服务器机柜是最容易出问题的品类之一。为啥?尺寸大,零件多,装配要求又高。你随便一块侧板平整度不到位,就可能导致整柜的门关不上。我在宝煊钣金加工厂干了十几年,折弯、焊接、喷粉这些工序都踩过坑。记得有一次客户的图纸上标的公差过紧,结果试产出来,怎么调模都超了 [...]

数控冲压成型必看:2025钣金加工如何保障冲压件精度公差?
我在宝煊钣金加工厂干了一线差不多十多年(真的是十多年,手上有磨料的老茧还在),从模具试制到批量冲压、从调机到最终检验,我都亲自上过。今天把这些年踩过的坑、能信赖的做法,以及几个真实案例(有成功也有亏教训)写出来——目标很简单:让同行工程师和技术采购能在图纸评审、工艺选型和质量验收时少走弯路。好了,先说一点结论性的:数控冲压成型的精度不是单靠一台好设备就能保证的,它是“模具—材料—设备—工艺—检验”五点共同作用的结果。 [...]
关于金属加工常见问题
你关心的金属加工细节,我们提前回答了。
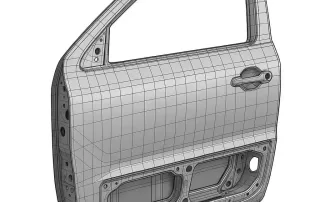
汽车冲压件有哪些?一文看懂车身上隐藏的金属骨架
汽车冲压件这种东西啊,你要说懂,大家都觉得是块铁皮压出来的事。但要真说透,说细,很多人就卡壳了。尤其是技术采购,纸面上图纸看得清清楚楚,可到现场就会发现:咦,怎么有的零件看似一样厚,价格却差一倍?这就得聊到冲压件的门道。今天,就结合我在 广州宝煊精密制造 的经历,跟大家掰扯一下“汽车冲压件有哪些”,也顺带聊聊那些容易踩的坑。 汽车冲压件的基本分类 汽车冲压件有哪些?常见的可以大致分为: 覆盖件:像车门外板、发动机盖、后备箱盖,这些都是大件,外形要求高,表面要漂亮,喷漆后能直接展示。 结构件:车身骨架、底盘梁、加强筋,这些负责承重和安全,精度和强度比外观更重要。 功能件:比如座椅滑轨、支架、铰链,属于“小而关键”的角色。 我在工厂里最怕接的单子,其实就是覆盖件。因为一旦模具调不准,表面就会有暗影或波浪,后面喷粉再好都遮不住。这类问题采购往往不理解,但做过的人都知道,一张大外板能让一个车间半个月都没脾气。所以说到“汽车冲压件有哪些”,别只想着部件名字,还得看它背后的工艺难点。 而骨架类的结构件呢,就像汽车的“脊梁骨”。我们在 [...]

表面处理NA到底是什么工艺?揭秘工业钣金的关键秘密
表面处理NA是什么工艺?先讲一句结论性的废话吧——NA 并不是一个神秘的黑盒,它通常指的是“Natural Anodizing(自然阳极氧化/自然色阳极)”在行业里的简称或口语化写法(注意,不同客户、不同地区叫法不一)。我是宝煊钣金车间的一线工程师,做表面处理也有十多年实操经验(折弯、焊接、喷粉、装配我都亲手做过),在广州宝煊精密制造和广州宝煊钣金加工厂带过小组,接过各种“刁钻活儿”。接下来我跟你像在车间里喝茶唠嗑那样,把“表面处理NA是什么工艺”拆给你看——既讲原理,也讲坑和报价逻辑。 基本概念与术语 表面处理NA是什么工艺——本质上是铝材的一种阳极化处理(natural/anodize),通过电化学方法在铝表面生成致密的氧化膜,从而增强耐腐蚀性、附着力和美观性。它与电镀、喷涂、PVD(物理气相沉积)等工艺的出发点不同:阳极化是把基体“转化”出一层氧化层,而不是在表面“加一层金属”。表面粗糙度、涂层厚度、附着力、耐盐雾性能这些参数,都是评估工艺成功与否的关键指标(表面能、钝化、前处理清洗都影响最终效果)。 数据点说明:典型的阳极氧化膜厚一般在 5–25 µm 的范围(染色用 10–15 [...]

什么是冷冲压加工?钣金成形中的核心工艺解析
在车间里聊起钣金成形,总绕不开一个话题:什么是冷冲压加工。我干了十几年,几乎每天都跟模具、冲床打交道。对我们来说,它不是个书面概念,而是实打实的噪音、油污,还有零件打样时那点心惊胆战的“这刀能不能一次过”的现场氛围。冷冲压其实就是在常温下,把板材放进模具里,通过冲床施加压力,让它发生塑性变形,从而得到零件的形状。简单说:不加热,靠模具硬挤压成型。 冷冲压在广州宝煊钣金加工厂里几乎是每天的必修课,不论是小零件,还是汽车钣金件,都是靠这道工序撑起来的生产节奏。 冷冲压工艺的基本特点与实际感受 什么是冷冲压加工?它的特点可以总结几条: 在常温下进行,不需要额外加热。 成形精度高,零件表面质量好。 适合批量生产,尤其是汽车件、电器壳体、支架这些。 但纸面上的“优点”跟车间里的真实体验还是两回事。比如说,一旦模具精度不够,或者材料批次有偏差,那边模具刚下机,这边返工就得跟上。冷冲压的效率确实高,但前提是模具设计到位、冲床吨位匹配,不然全是坑。 很多采购可能不知道:一副模具可能几十万,调试时间要几天甚至几周。为了节约单件成本,模具投资通常是大头,这也是为什么冷冲压特别适合大批量订单。说到底,它就是“高投入换高效率”。所以我们工厂接单的时候,往往会跟客户提前沟通清楚。 结尾再强调一下:冷冲压工艺就是靠常温+模具精度来实现高效成形。 [...]

追根溯源:q235钣金加工油漆脱落是什么原因
看到 q235 钣金加工油漆脱落 这个问题,其实一点都不稀奇。你问厂里老焊工、喷粉师傅,他们都会摇摇头,说这活儿啊,八成是前处理没做好。可事情真没那么简单,有时候你以为是除油不到位,实际上是烤炉温度曲线没跑稳,或者是粉末材料批次不一致。我也踩过坑,客户追着问“怎么两个月就起皮了”,那种心情,真不好受。 q235钣金加工油漆脱落的常见原因分析 从我手头遇到的活来看,q235 钣金加工油漆脱落是什么原因,归类大概有这么几种: 前处理不到位:除油、磷化、钝化流程偷懒,板子表面油膜残留,后面喷的粉就是浮在上面。轻轻一划就掉。 烘烤温度不稳:比如规定 180℃,但是烤箱里面温差大,有些地方 [...]

钣金加工厂常用的数控冲压工艺有哪些?全流程解析与应用场景
有时候下班喝茶聊起活儿,大家就会互相吐槽:“哎,客户总问数控冲压工艺有哪些,好像一听数控就觉得万能。”其实真不是这样,数控冲床有它的脾气,工艺搭配对了能省成本、出精度,不对的话,返工、报废、加班,厂里机器嗡嗡响到半夜也没用。 我在广州宝煊钣金加工厂干了十几年,从老款的冲床到现在的高速数控转塔,什么坑都踩过。今天就顺着这个话头,把常见的数控冲压工艺梳理一遍,也聊聊应用场景和一些踩坑经验。 数控冲压工艺有哪些:基本分类先说清 常见的数控冲压工艺,大体上绕不开这几类:落料、冲孔、成形、压筋、翻边、百叶窗、浅拉伸。听起来简单,但组合起来变化特别多。比如一个控制面板壳体,往往要先冲外形落料,再做一排孔,然后局部翻边,再压出百叶散热孔。 我自己碰到过一个客户做电梯门板,前期只想着冲孔和折弯,没意识到需要在大面积板材上增加加强筋。结果打样出来门板晃得厉害,后来又返工加筋,浪费了一整套模具调试时间。 所以啊,理解这些工艺不仅是为了回答“数控冲压工艺有哪些”,更是为了现场少踩坑。 数控落料和冲孔:最常用但最容易被忽视的坑 落料(外形加工)和冲孔是数控冲床最基本的活儿。落料就是把零件轮廓切下来,冲孔不用说了,圆孔、方孔、异形孔,通通搞定。 问题在哪? 板材毛刺:很多客户拿到样件就盯着孔径尺寸,其实冲出来的毛刺高度也要看。毛刺太大,后续粉末喷涂时漆膜容易掉。 [...]

金属哪项指标影响折弯?2025最新材料测试结果解析
干了十几年,眼睛一闭,脑子里就都是钣金活儿的场景。宝煊这边,车间里最常吵的一个话题,说穿了就是一句话:金属哪项指标影响折弯?有时候听着新来的技术员或者采购跟我说:“不就是厚度嘛?”我就忍不住笑——真没那么简单。厚度当然是个大头,但材料强度、屈服极限、延伸率、甚至表面处理工艺,哪一个出点偏差,折弯角度就能跑掉。 金属强度和屈服极限对折弯的影响 说点正经的。金属强度(tensile strength)和屈服极限(yield strength)这俩指标,折弯的时候像两根看不见的绳子——你用力小了,金属不听话;你用力大了,它“啪”地一声就裂开。去年我们接了一个医疗设备外壳的单子,用的是进口304不锈钢卷料,采购图纸上写得明明白白:屈服强度不超过210MPa。结果到厂的料子,测试出来接近250MPa。折弯模具角度设定还是老经验,结果第一批货边角全裂。那次真是亏得慌。 所以结论是啥?屈服极限比想象的更要命,它直接决定折弯半径的最小值。延伸率不足10%的料,折个小R角基本就是玩命。金属哪项指标影响折弯?屈服强度绝对排在前列。 板厚和折弯半径的关系 讲到厚度,这个大家最容易理解,但也最容易掉坑。板厚和折弯半径的关系,其实有点像做饺子皮——厚了折不动,薄了容易皱。车间里常用的经验公式:R≈1.0t(碳钢)或R≈1.5t(不锈钢)。但是经验是经验,材料一旦批次不同,就能把人坑得怀疑人生。 比如去年做广州宝煊精密制造的一批电控箱子,用的是1.2mm冷轧板,按正常工艺R=1.2mm折弯没问题。可那批料的板厚实测只有1.15mm,结果折弯出来角度偏大,最后返工打磨,工时直接翻倍。所以厚度对折弯的影响,不仅仅是“厚和薄”的区别,还牵扯到批次差异。 延伸率和折弯开裂 [...]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}