行业新闻
不只提供钣金件,也同步行业趋势与应用变化。帮你看懂背后的结构工艺与市场风向。
9 月 2025
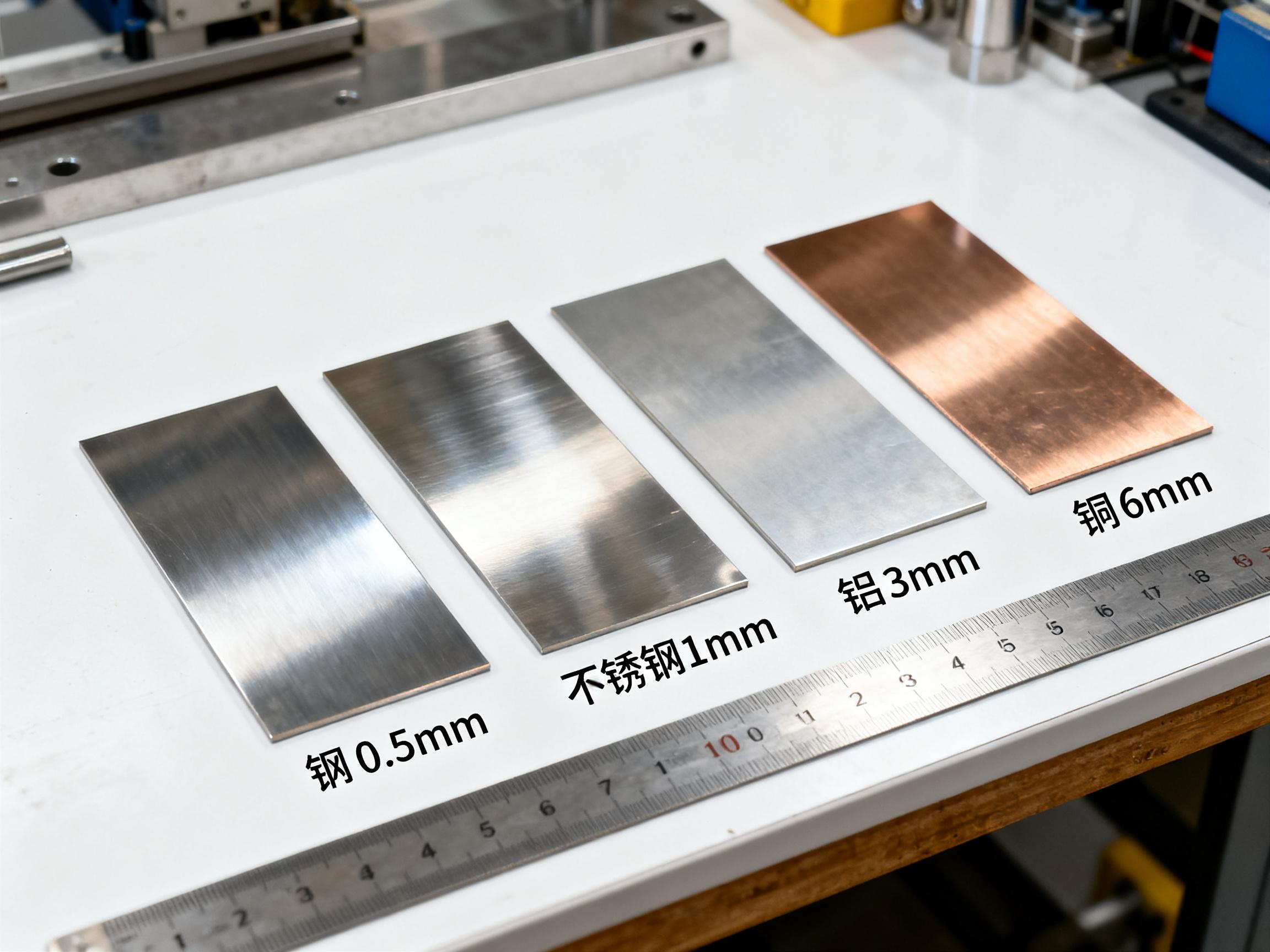

金属材料折弯工艺怎么选?多工序折弯提高精度的5大秘诀
我在广州宝煊钣金加工厂干了十多年,说实话,折弯这事,每天都会做,但每次遇到新料子、新图纸,还是要琢磨半天。你要问“金属材料折弯到底怎么选工艺”,这话题大了去了。说得轻松,实际坑一堆。今天就随便聊聊,多工序折弯里我自己踩过的坑,还有几个能提高精度的小招,算是抛砖引玉。 [...]

金属加工热加工指南:钣金车间必用电子机箱热加工工艺
说实话,这话题让我想起十几年前刚进广州宝煊钣金加工厂的时候,那时候年轻,手上全是毛刺,心里还觉得热加工就是烧啊烤啊,没什么大不了。后来才知道,这里面坑比焊缝还深。电子机箱这种玩意儿,看起来四四方方,实际上热加工工艺没掌握好,表面一塌糊涂,公差一跑偏,客户退货,白干不说,还得重新返工。 [...]

金属激光切割TOP5技巧:高效来图定制金属镂空加工方法
唉,说真的,你们懂设计的工程师拿图纸给我,有时候就是理想和现实的差距大——尤其是做金属激光切割这种活儿。大家好,我是在广州宝煊钣金加工厂混了十来年的老工,我负责从图纸接收、编程、打样到最终出货,碰过各种精密零件、镂空件,铁壳不锈钢壳、铝合金结构件也干过一大堆。今天我就随便聊聊在金属激光切割上,摸索出来的几条实用技巧,保证你们回去看图更顺手、少走弯路。 [...]

焊接方法大全:钣金加工中最可靠的金属焊接工艺解析
大家好,我是广州宝煊金属加工厂的一线工程师,十多年钣金加工、焊接折弯经验,从激光切割、冲压、折弯到焊接、喷涂、组装,哪一步没踩过坑,我都能说出来。今天就来聊聊【焊接方法】,老实说,这玩意儿看似简单,真正干起来才发现,哪怕不锈钢、铝材、铁板,焊法不对,最后全得返工。我自己也走过弯路,手头有几个案例,聊着聊着你可能就明白,为什么宝煊在工艺上总强调“焊接方法要选对”。 [...]

不锈钢冲压件深拉伸防腐蚀冲压件精度提升三大方法
说实话啊,这个不锈钢冲压件,做得漂亮其实挺考验人的手艺的。十多年在广州宝煊金属加工厂混下来,我手上摸过的深拉伸件不计其数,从厚度0.3的304到1.5毫米的SUS316,不同材料、不同拉伸比,每次都得琢磨半天。今天我就把我在不锈钢冲压件深拉伸和防腐蚀精度提升上的一些真经验,直接跟你们聊聊。别整什么官方辞令,我就是泡茶时候跟同事唠嗑的口气。 [...]
关于金属加工常见问题
你关心的金属加工细节,我们提前回答了。

金属加工工艺有哪些?专家盘点10大钣金流程,快速选择高性价比制造方式
有时候我都懒得开场白,不过既然要写,那就直说吧。我在广州宝煊钣金加工厂干了十多年,说句实在话,车间里见得最多的就是客户拿着一张 CAD 图纸,开口第一句就是:“这个能不能做,多少钱?”能做当然能做,问题是你想要哪种工艺、哪种精度、哪种交期。不同工艺差一个弯刀,最后的成本和效果都可能完全不一样。 所以今天,我就把常见的 10大钣金加工流程 摆在这儿,优缺点都说清楚。你是同行也好,采购也好,看完至少能少走几个弯路。 激光切割:常见又实用的第一步 说白了,现在钣金厂没激光机都不好意思接单。激光切割速度快,切口平整,适合各种不锈钢、铝板、镀锌板。 但是——客户常误会“激光切割=高精度”。其实不是。精度取决于板材厚度和机器维护情况。像我们厂的 6000W [...]

冲压加工的特点?专家分享高效解决方案助力降本增效
说实话,每次有人问我“冲压加工到底值不值得选”,我都要愣一两秒。不是因为问题难,而是因为——怎么说呢——这个话题看似简单,其实里面的门道太多。你要看是小批量还是大批量;要看零件结构是不是复杂;还得算模具的钱、工期、良品率……这些东西加起来,才是真正影响成本和效率的关键。 我在宝煊钣金加工厂干了十几年,模具车间和冲压车间都泡过。说句心里话,很多客户在图纸阶段就埋下了“坑”,最后导致价格高、交期长,自己还以为是厂家故意拖延。其实问题大部分都出在对冲压工艺理解不够全面。所以这次,我想用一点工程师的角度,把冲压加工的特点掰开揉碎,顺带聊聊我们在宝煊精密制造的一些降本增效经验。 冲压加工的基本特点 冲压加工,说白了,就是利用模具和冲床,把金属板料直接压成你要的形状。它最大的几个特点: 高效率:一旦模具定型,几乎就是“啪啪啪”不停地下料、成型,速度比数控机床快几个档次。 尺寸一致性好:模具一套出来,每一件零件的尺寸都能保持高度一致,误差一般能控制在 ±0.05mm 甚至更低。 适合大批量:这是关键。冲压件的单位成本,和批量成反比。批量大,单件成本低到吓人;批量小,模具费就成了大头。 材料利用率高:如果排样合理,落料率能达到 [...]

激光切割有哪些加工方式?7种钣金工艺对比,专业指南助您快速选择最优方案
哎,很多客户找上门,第一句话就是:“师傅,你们能不能帮我激光切割一下这批板子?”听着简单,但其实“激光切割”只是个大类,里面细分出来七八种工艺路线。用错了,轻则效率低,重则返工砸钱。说实话,我在广州宝煊钣金加工厂干了十多年,踩过的坑比我焊过的焊点还多。今天就趁着闲下来,把不同激光切割加工方式聊一聊,顺带也拉个对比,免得大家选错路。 激光切割基础工艺:熔化切割 先从常见的说起。熔化切割就是靠高功率激光把材料熔掉,再用惰性气体(比如氮气)把熔渣吹走。优点?切口干净、毛刺少,特别适合不锈钢。缺点呢,就是气体烧钱。我记得有次客户为了省成本,硬要把氮气换成空气,结果切口全是黄边,后续抛光搞得工人直骂娘。 结论:如果是精密钣金件,尤其表面还要做拉丝或镜面,还是乖乖用氮气吧。 激光切割方式之:氧化切割 氧化切割用得多的就是碳钢。激光把金属加热到燃点,氧气一冲,像是“火焰切割+激光”的组合。切得快,成本也低。但问题也明显:切口有氧化层,硬邦邦的。后续要焊接或喷涂的话,这层氧化皮必须打磨干净,不然容易炸点。我印象很深,几年前接过一个汽车钣金件订单,客户急得要命,直接上了氧化切割。结果后续点焊总是爆孔,最后返工了三天。 激光蒸发切割:高精度但烧钱 这种方式一般不常用,只有在切超薄片、或者要求特别高的精细零件才会考虑。激光能量直接让材料汽化,几乎不留熔渣。但效率感人,速度慢得像蜗牛,还耗能。你真要量产,算一下电费和工时,可能还不如用数控冲床。 激光划线/裂解切割:比较偏门 这个其实更像是“激光辅助”的处理。它利用热膨胀差让脆性材料裂开,比如陶瓷、玻璃。钢板上用得少,钣金加工厂基本没几次机会见到。不过提一下也好,免得有人听到“激光切割”就全都往一类里套。 [...]

焊接方法分为哪几类?一文看懂主流工艺及应用场景
有时候客户问我:“你们焊接能做吗?用什么焊法?” 说实话,第一次听到这种问题我心里还会笑一下。因为在我们车间干过的人都知道——焊接方法太多了,你要问清楚是钢件、不锈钢还是铝材,是要批量上产还是只打样验证,不同场景下根本不是一个答案。我在宝煊钣金加工厂干了十多年,从氩弧焊到二氧化碳保护焊,再到机器人焊接和点焊,基本都摸过。今天就把常见的焊接方法分一分类,顺带聊点坑点和经验,算是给同行和采购做个参考。 熔焊:最常见的“老伙计” 说到焊接,大部分人第一反应就是电弧焊。熔焊就是把母材加热到熔化状态,和焊丝混一块凝固起来。这类方法历史最久,工人也最熟。 手工电弧焊(SMAW):车间干活最常用的。简单粗暴,设备便宜,工人师傅一根焊条就能搞定。但缺点也明显:效率低,焊缝外观一般,还得靠师傅手感。 气保焊(MAG/MIG):比手工快多了。二氧化碳保护焊用得最多,适合碳钢件;MIG 用氩气保护,更适合铝和不锈钢。缺点是气体消耗大,现场有风就麻烦,容易气孔。 我记得 2017 年给一家做电梯导轨的客户做过一批厚板件,他们指定用 [...]

冲压件有哪些?一文带你看懂6大类型与应用秘密
有时候啊,客户打电话过来就问:“你们厂能不能做冲压件?多少钱一吨?”——我听到这种问法就知道,对方十有八九没下过车间。冲压件不是一刀切的概念,种类、工艺、材料全都挂钩,价格逻辑也完全不同。今天就借着这个话题,把冲压件的 6 大类型、各自的应用场景,还有一些容易掉坑的地方,跟大家掰扯清楚。反正写博客比在微信群里解释一次次要省力多了。 我在广州宝煊钣金加工厂干了十几年,折弯、焊接、喷粉、组装一路踩过不少坑,也见过不少“天真”的客户需求。下面说的东西,有些是行业共识,有些是我个人经验,不一定跟书上写的一模一样,但都是实打实从生产线上总结出来的。 冲压件的基本分类:6 大类型跑不掉 说到冲压件,基本可以分成六类:拉伸件、弯曲件、冲裁件、成形件、翻边件、复合件。名字听起来像教科书,其实在车间就是不同的模具、不同的工序,最后产出不同形状和功能的零件。 拉伸件就是把平板拉成盒子、杯子这类空心件。常见在汽车油箱、厨具不锈钢盆。最怕的就是开裂,特别是 304 不锈钢,纹路方向没注意就容易报废一批。 [...]

什么是表面热处理?常见工艺原理与应用案例全解
说实话,这话题我以前懒得讲,觉得太教科书。但前阵子客户(做医疗设备的)问我:“不锈钢零件为什么焊后发脆?是不是表面热处理做错了?”我当时就笑,说这个问题十年前我也踩过坑。既然广州宝煊钣金加工厂最近要开博客,那就趁机把表面热处理这点事儿摊开聊一聊。 表面热处理到底是干嘛的? 热处理,说白了就是用“火候”改变金属的脾气。不是整块钢全做,而是只折腾表面那几丝厚度,让它更硬、更耐磨,有时也为了抗腐蚀。常见的有渗碳、氮化、高频淬火、激光淬火……听起来高大上,其实就是控制温度和介质,把表面组织搞变。 很多设计师画图纸时一句话“表面硬度 HRC58-62”,但他可能没想过:零件那么薄,淬火一狠,变形直接报废。我们车间干活的,才真知道这玩意儿不能随便搞。表面热处理的意义,就是在保证零件形状稳定的前提下,让它表层性能升级。 常见的表面热处理工艺原理 这块我不想说得太理论,就挑几个常用的: 渗碳:加热到高温,把碳原子塞进钢表面,冷却后硬度提升。优点是耐磨,缺点是容易变形。 氮化:温度比渗碳低,用氨气或等离子,把氮打进去。硬度也上去,但变形小很多,适合精密零件。 高频淬火:用高频电流加热表面,再快速冷却。硬壳软芯,用在轴、齿轮上很常见。 [...]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}