行业新闻
不只提供钣金件,也同步行业趋势与应用变化。帮你看懂背后的结构工艺与市场风向。
9 月 2025
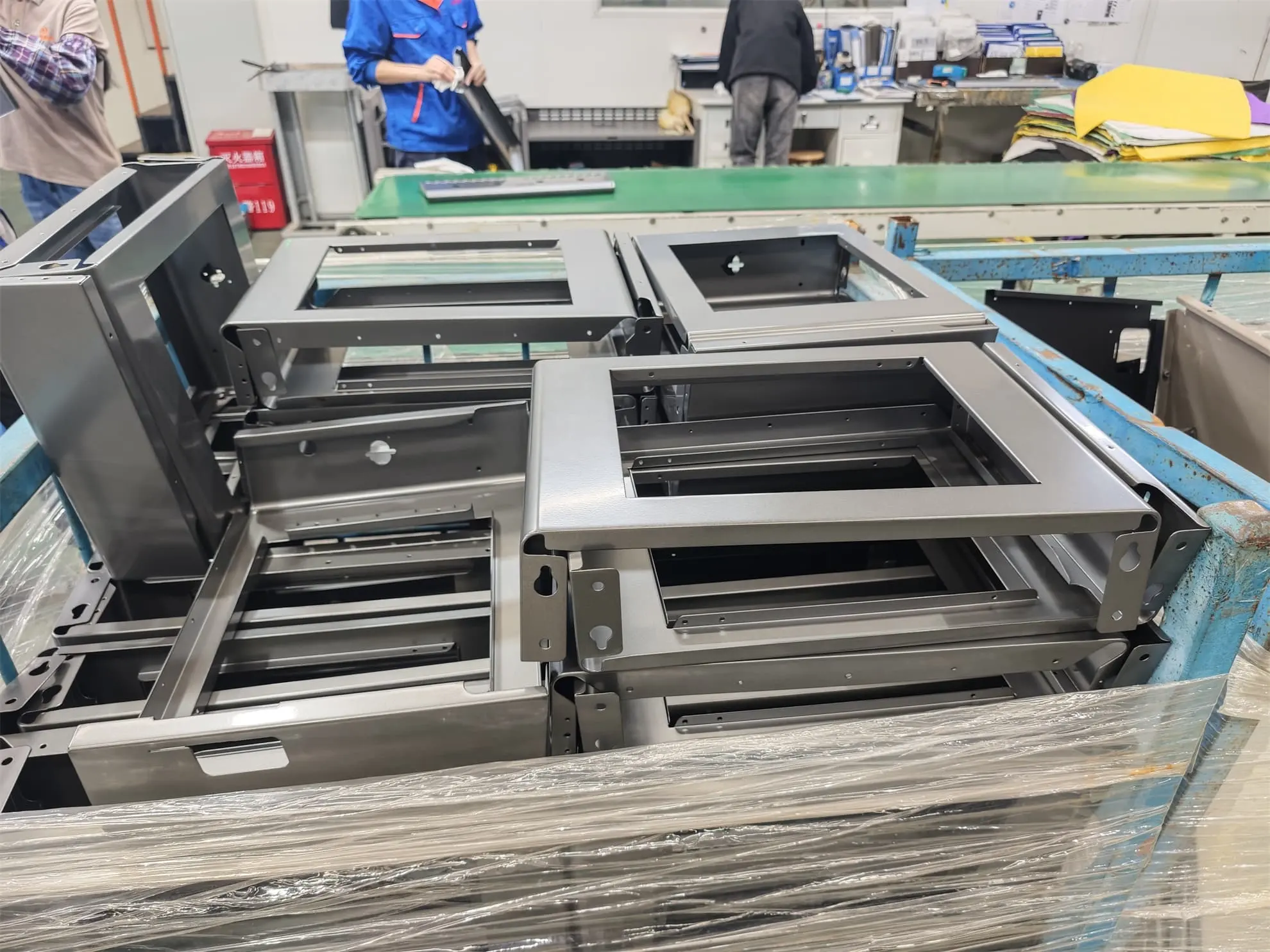
激光焊接加工常见10大难题?不锈钢钣金外壳与精密点焊全解答
在车间摸爬滚打这些年,激光焊接一直是绕不开的话题。说句心里话,很多图纸上看着是挺漂亮的设计,但真正落到生产现场,就会发现各种问题冒出来。尤其在做不锈钢钣金外壳、通信设备机箱、医疗器械外壳这种对精度和美观度要求都高的活儿时,一点小小的失误,就可能导致返工,甚至客户直接退货。 [...]

冲压件代加工成本如何省?大批量生产+表面喷涂处理一站式解答
有些话我得开门见山地说——冲压件代加工,真不是只比价格单一那点工费。干了十几年车间,折弯、焊接、打磨、喷粉,手里磨出的茧子比 [...]

铝表面处理10大误区!权威解答阳极氧化与铝合金外壳定制采购难题
有时候,我常常在车间里看到一些新来的采购,手里拿着 [...]

钣金外壳加工2025趋势,机柜外壳定制为何首选一站式?
在车间干久了,人对设备和工艺的变化会有一种本能的敏感。尤其是在钣金外壳加工这一块,变化其实比外行人想象得快得多。过去几年,我们厂接的单子里,传统的板材切割和折弯订单慢慢减少,而复杂机柜外壳、带 [...]

数控冲压件7种加工方案,满足不同客户二次机加工需求
我在宝煊钣金加工厂干了十几年,车间里的噪音、油渍和冲床的震动声,算是我生活的一部分。很多客户其实对 [...]

金属丝折弯7种加工方案,满足不同客户异形定制需求
在车间里干得久了,金属丝折弯这活儿,说简单也简单,说复杂也真复杂。CAD [...]
关于金属加工常见问题
你关心的金属加工细节,我们提前回答了。

钣金百叶窗属于什么加工工艺:实测对比7大制造方法
说句实话,很多客户第一次拿着 CAD 图纸找上门来时,都会问我一个挺直白的问题:“钣金百叶窗到底算什么工艺?是冲压?还是折弯?还是要开模具?”这个问题看似简单,但真要解释清楚,还真没那么轻松。因为不同的加工方式,对交期、单价、批量适配性,甚至零件表面质量,都会有完全不一样的影响。偏偏这些差别,纸面上很难看出来。 我在宝煊钣金加工厂见过太多项目,前期就是因为工艺认知差异,导致后面返工、改价、扯皮。那今天就索性把经验摊开——结合一些实测对比,把7 种常见的钣金百叶窗制造方法摆到桌面上,优缺点、价格逻辑、适用场景,一次性说透。这样,无论你是同行工程师,还是技术采购,都能有个更直观的判断依据。 冲压成型工艺:高效但前期投入大 冲压模具做百叶窗,优势很明显:速度快、尺寸一致性好。尤其批量大时,每片百叶的角度和间距几乎不会有误差。但问题也在这里——模具贵。一个中型模具,光费用可能就在 5~8 万元(数据参考:中国模具工业协会《钣金模具成本分析报告》,2023 年版)。如果订单就几百件,那摊到单价上就完全不划算了。 [...]

数控和冲压哪种硬?最新行业指南带你掌握高强度加工方案
大家是不是经常会遇到这种情况:客户图纸上写了“高强度零件”,但是一句话没点明要用数控还是冲压?然后采购就一脸懵,同行工程师也半天解释不清楚——结果就是:要么选贵的,要么走弯路。 说实话,这种场景在我们宝煊钣金加工厂见太多了。很多人对工艺的印象还停留在“数控精度高”“冲压速度快”这种标签式的理解。可是具体到项目上,哪种方式更硬?到底该怎么选?这事还真不是一句话能解决的。 我还记得有个新能源客户,当时要做一个支架,批量不到 150 件。他们坚持说要开冲压模具,理由是“单价更便宜”。结果模具费一出来,直接 7 万块,摊到每件单价里,反而比数控贵了整整一倍。那次我只能硬着头皮劝他们改 CNC,否则真的是赔钱生意。 所以今天这篇文章,我就结合自己十几年的车间经验,带大家梳理一下数控和冲压工艺:到底哪个更硬?什么情况下该选谁?以及最新行业趋势又在往哪走。 数控加工 [...]

金属哪项指标影响折弯?最新工艺指南助力提升加工精度
这次我想换个角度聊聊。很多朋友在看 CAD 图纸时,会顺手标注一个折弯角度,心里觉得:嗯,这应该没什么问题。但等加工出来,角度一量,误差大得让人有点冒火。为什么?到底是图纸标得不对,还是材料没选好?——其实,说到底,是金属材料本身的一些指标在“捣乱”。那具体是哪些指标呢?又该怎么在工艺环节里控制好?今天就结合我们宝煊钣金加工厂的实际经验,讲一讲最新的工艺指南。 折弯精度的核心因素:金属的屈服强度与延伸率 要先把结论亮出来:影响折弯最明显的,就是屈服强度和延伸率。屈服强度高的材料,折起来就是更“硬”,回弹角度大;而延伸率低的材料,折的时候容易裂。举个例子,我们曾在一个医疗设备的外壳订单中,客户要求 304 不锈钢折弯精度控制在 ±0.5°。我们用了不同批次的钢板测试,结果发现延伸率差了 2%,折弯裂痕的比例就从 0 [...]

金属加工方法有哪些:8大实用流程让制造更高效更省心
说实话,你是不是也碰到过这种情况:图纸画得挺漂亮,交给工厂后,却不是交期一拖再拖,就是成本超支?我在宝煊钣金加工厂干了十几年,真见过太多这样的案例。问题往往不在图纸,而在于工艺没选对。 为什么会这样?不少采购或设计人员,对 金属加工方法 的理解停留在“切一切、焊一焊”的层面,忽略了不同工序之间的优缺点与配合逻辑。结果就是——方案不合理,生产就难免掉链子。 所以今天,我想把在宝煊金属加工厂积累的经验和教训,梳理出 8 大最实用的金属加工流程。你会发现,只要掌握这几类方法,制造就能更高效、更省心。 金属加工方法:激光切割的效率与局限 在钣金制造里,开料通常是第一步。激光切割几乎成了行业标配。它的好处很明显: 切口光滑,省掉二次打磨。 [...]

激光切割金属哪个好?盘点不同材料的最佳选择与工艺指南
这次我们聊一个常被客户问到的问题:激光切割金属哪个好? 有些人以为答案很简单,不就是用激光嘛?其实真没那么直白。不同材料、不同厚度、不同预算,效果完全不一样。广州宝煊钣金加工厂干了这么多年,从折弯、焊接到喷粉,每个环节都踩过坑。今天我就结合一些亲身经历,带大家大致区分一下不同金属的切割方式,顺便分享几个“血泪教训”。 激光切割金属哪个好:碳钢篇 碳钢是工厂里接触最多的材料。说白了,薄板(6mm 以下)用光纤激光切,速度快,切口整齐,基本上省掉二次打磨。但是啊,板材含碳量不均,激光焦点调不准,马上就毛刺一片。 举个例子,这次我们做一批 Q235B 板材零件,板子不厚,但边角特别复杂。结果第一批切出来焊接时变形严重,我当时真是有点无奈。后来调整了焦点,把氧气换成氮气辅助,切口质量立刻提升。 所以,如果你问碳钢激光切割金属哪个好?最好选光纤激光+氧气切割来做薄中板,厚板就要考虑等离子或氧气慢切,不然焊接会给你“颜色看”。 激光切割金属哪个好:不锈钢篇 [...]
焊接接头形式有哪些?工程师必知的7大关键类型解析
我们发现大家在图纸上聊得最多的,除了折弯角度,就是焊接接头了。别看这个话题听起来老掉牙,但往往就是这些“老生常谈”的地方出问题。广州宝煊钣金加工厂经常接到客户投诉,图纸写得很清楚,但到生产现场就乱套——不是接头形式选错了,就是焊后强度不够。今天我就以一个在车间摸爬滚打的人身份,把“焊接接头形式有哪些”这件事捋一捋,尤其是那 7 种关键类型,聊聊背后的门道。 对接接头:最常见但也最容易掉坑的形式 对接接头,说白了,就是两块金属板拼平了焊在一起。理论上最省料、最整齐,很多 CAD 图纸都会默认选它。但问题在于,如果板厚超过 6mm,不开坡口强度就不够。 我记得有一次,一个客户坚持要用全穿透的对接接头,但图纸没标坡口角度。我们这边照单执行,结果返工三次才过 UT [...]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}