描述
产品概述
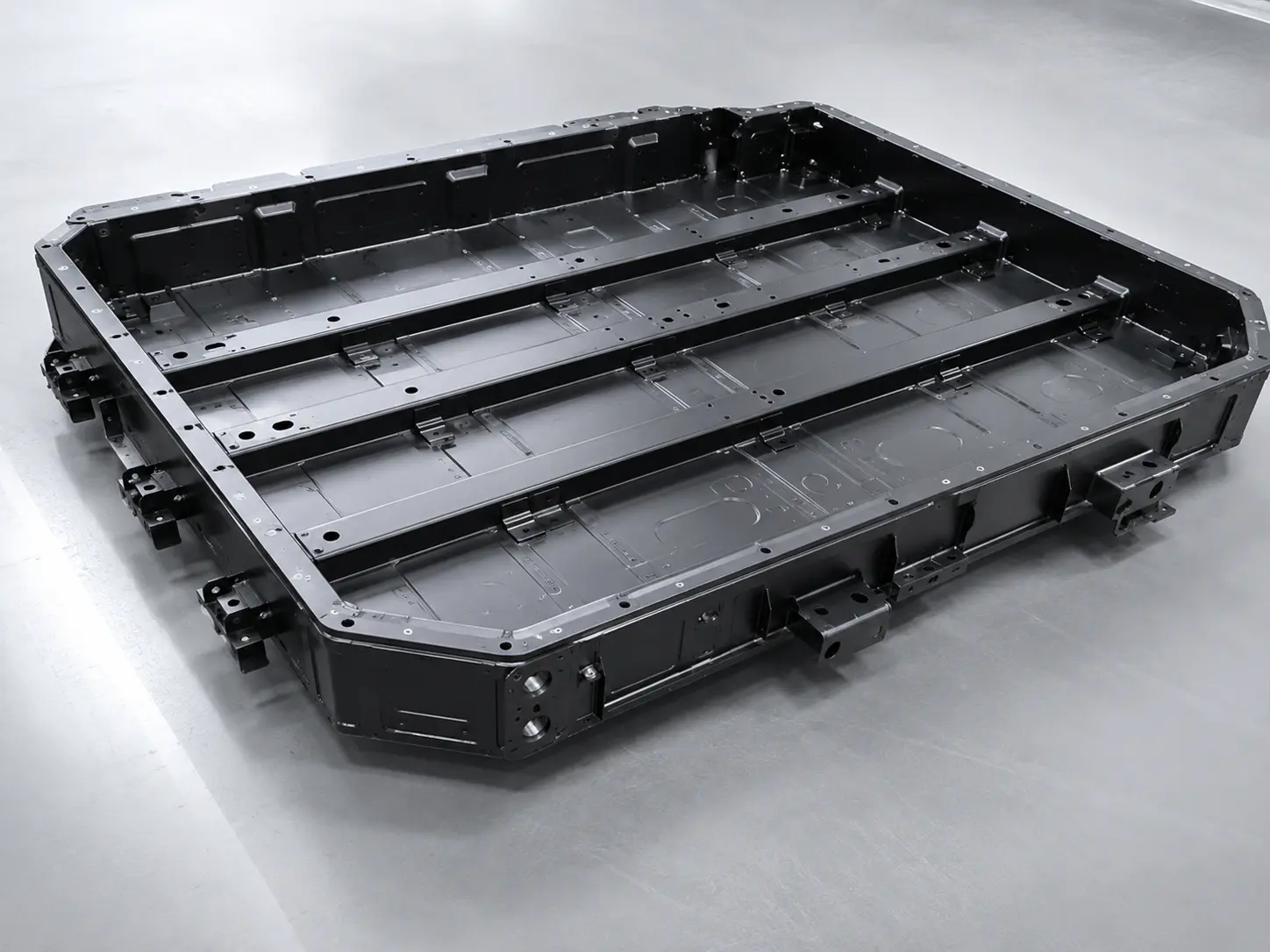
车载电池托盘是动力电池包中的金属承载结构件,常用于新能源汽车、电池包系统、车载储能系统和电池盒下箱体结构中。它不只是一个底部托架,还需要配合电池模组安装、车身连接、底部防护、密封结构、线束布置和热管理接口预留。
对采购商来说,判断这类产品不能只看外形能不能加工。更关键的是焊接后尺寸是否稳定,孔位是否准确,密封面是否平整,表面防护是否适合使用环境,以及批量生产时能否保持一致性。
我们可根据客户图纸、样件或项目要求,提供从结构评估、材料选择、钣金加工、焊接装配、CNC 精加工、表面处理到检测交付的定制加工服务。
适用场景
车载电池托盘适用于新能源乘用车电池包、商用车电池系统、车载储能系统、电池盒下箱体和底盘相关结构件等项目。
在新能源乘用车电池包中,它主要用于承载电池模组,并配合车身或底盘安装;在商用车电池系统中,它通常需要支撑更大尺寸的电池包,对结构刚性和装配稳定性要求更高。
在车载储能系统中,它更多承担电池模块固定、防护和箱体结构集成作用;作为电池盒下箱体使用时,还需要与上盖、密封件和连接件配合形成完整电池包壳体结构。
可定制结构范围
车载电池托盘通常由底板、边框、横梁、加强筋、安装孔、密封边和接口预留结构组成。不同项目的电池包布局、安装空间和防护要求不同,结构方案应根据图纸确认。
我们可支持平板底板、加强底板、局部补强底板、复合底板、折弯边框、型材边框、焊接边框、加强边框、横梁结构、加强筋、安装孔、定位孔、线束孔、连接器孔、热管理接口预留、安装耳和支架等结构加工。
在带密封边、热管理接口或多孔位结构的项目中,建议在图纸阶段明确关键定位孔、密封面、接口位置和表面处理后的装配要求,减少后续试装调整。如项目涉及防火、隔热或热失控防护要求,也应在图纸、材料要求和验收条件中提前明确。

材料与结构匹配
车载电池托盘的材料选择需要结合重量、强度、防腐、焊接、成本和使用环境综合判断,不同项目不建议直接套用同一种材料方案。
铝合金板材适合轻量化、耐腐蚀和中大型结构件定制;铝型材适合边框、横梁、加强框和组合式托盘结构;高强度钢板适合强调结构强度、刚性和成本控制的项目,具体牌号应按图纸或项目要求确认。
不锈钢适合防腐要求较高或特殊环境应用;镀锌板适合需要基础防腐和成本平衡的结构件。铝合金托盘通常更关注轻量化、焊接变形和连接方式,钢制托盘更关注结构强度和防腐处理,不锈钢结构则应关注焊后变色、焊缝处理、表面清洁度和防腐要求。
钣金制造工艺
车载电池托盘常涉及多工序组合加工,单一切割或折弯通常无法完整满足产品要求,需要结合结构、材料和装配要求选择制造路径。
我们可根据图纸要求进行结构、材料、焊接、孔位、公差和表面处理评估,再通过激光切割或冲压完成外形轮廓、安装孔、接口孔和展开件加工,通过数控折弯成形边框、翻边、密封边、安装边和加强结构。
通过焊接装配,可完成底板、边框、横梁、加强筋和支架等总成结构。对于关键孔位、定位面、接口位置和密封面,可根据要求进行 CNC 精加工;对于部分可拆卸结构或辅件固定,也可结合铆接、螺接或组合连接方式。
样件阶段通常更关注结构验证和装配反馈,进入批量前建议先确认关键孔位、密封边、装配基准和表面处理后的配合效果。
焊接装配与尺寸控制
大尺寸托盘、多焊缝结构和多孔位装配,是车载电池托盘常见的制造难点。焊缝分布、加强筋位置和装配孔精度都会影响后续试装。
我们可通过工装定位、分段焊接、合理焊接顺序和必要矫形控制焊后翘曲;对关键孔位进行焊后复检,必要时采用 CNC 二次加工;对密封边、装配基准和连接面进行重点控制,降低密封面不平和总成装配不稳定的风险。
对于商用车或大尺寸电池包托盘,建议在样件阶段完成试装反馈,再进入小批量或批量生产。这样更容易确认横梁布置、加强筋位置、孔位精度和包装支撑方式。
表面处理与防护
车载电池托盘常用于车底、电池包底部或复杂工作环境中,表面处理不仅影响外观,也影响防腐、绝缘、耐候和长期使用稳定性。
喷粉适合外观、防腐和批量表面处理;电泳适合复杂结构件的基础防腐处理;阳极氧化适合部分铝合金结构件表面保护;钝化适合不锈钢或特定金属表面防护。
防腐涂层适合潮湿、泥沙、盐雾或车底环境;绝缘涂层适合有电气隔离或安全要求的项目。对于带密封边、深腔、焊接角位或多孔结构的托盘,应重点关注边角覆盖、焊缝区域防护、孔位边缘保护和表面处理后的装配影响。
如项目涉及隔热、防火或热失控防护要求,应在询价阶段明确。
质量检测与交付控制
车载电池托盘属于结构功能件,质量控制不能只停留在外观检查。我们可根据客户图纸和验收要求,对关键尺寸、孔位、焊缝、平面度和表面质量进行过程控制。
检测内容可包括首件检验、尺寸检测、孔位检测、平面度检测、焊缝检查、气密测试支持、防水或泄漏测试支持、表面质量检查和出货检验。
首件检验用于确认样件或首件结构、尺寸和装配要求,尺寸与孔位检测用于保证安装和连接位置稳定,平面度检测重点关注底板、密封面、安装面和装配基准,焊缝检查用于确认关键连接区域的外观和连续性。具体检测项目应根据客户图纸、产品用途和验收要求确认。
定制流程
车载电池托盘通常按图纸或样件定制,流程包括提交图纸、工程评估、报价确认、样件制作、样件确认、批量生产、表面处理、检测包装和出货。
客户可提供 CAD、STEP、PDF、样件照片或结构要求,我们会根据材料、结构、焊接、表面处理和检测要求评估加工方案,再结合图纸、数量、工艺和交付要求提供报价。
新项目可先进行样件制作,用于结构验证或装配测试;样件确认后,可根据反馈调整孔位、结构、焊接或表面处理要求,再进入小批量或批量生产阶段。
询价资料要求
为了更快评估加工方案,建议询盘时提供产品图纸、材料要求、需求数量、表面处理、结构重点、焊接要求、检测要求、热管理要求、防护要求、项目阶段和目标交期。
产品图纸用于判断尺寸、公差、结构和加工难度;材料要求用于确认材料采购、加工方式和表面处理;需求数量用于区分样件、小批量和批量生产报价;结构重点应明确加强筋、密封边、安装孔、接口预留等关键位置。
检测要求应说明尺寸、孔位、平面度、气密、防水、泄漏或报告需求;如果涉及液冷板安装位、管路孔、水嘴孔、抗石击、防撞加强、隔热、防火或热失控防护要求,也建议在询价阶段同步说明。