行业新闻
不只提供钣金件,也同步行业趋势与应用变化。帮你看懂背后的结构工艺与市场风向。
12 月 2025

{kind=link}
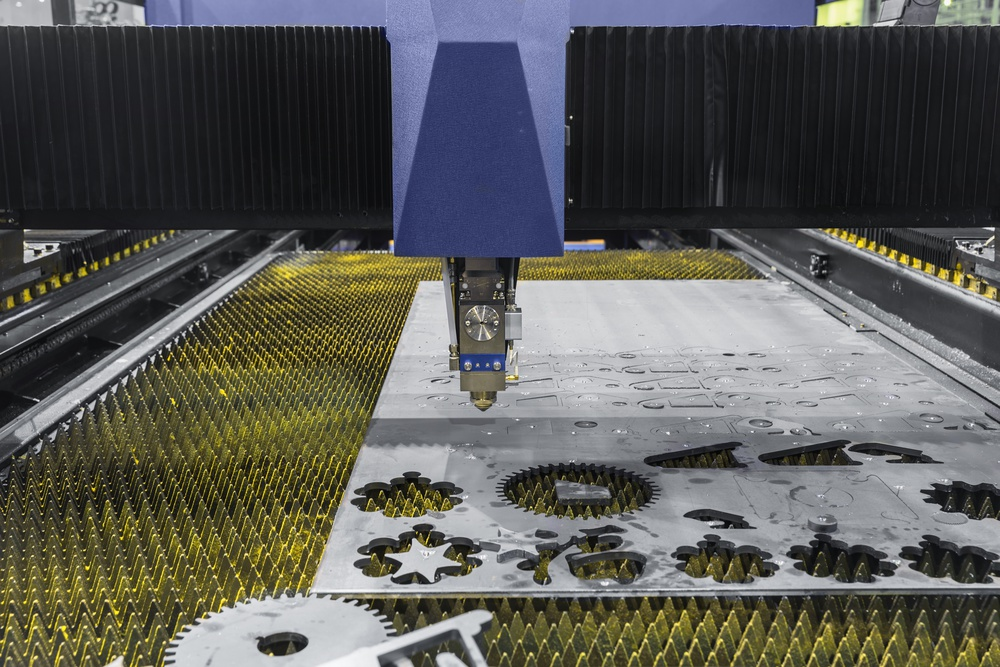
机器人激光切割 OEM 加工方案:复杂结构件的量产与一致性控制
为什么复杂结构件的量产更依赖机器人激光切割? [...]
{kind=link}
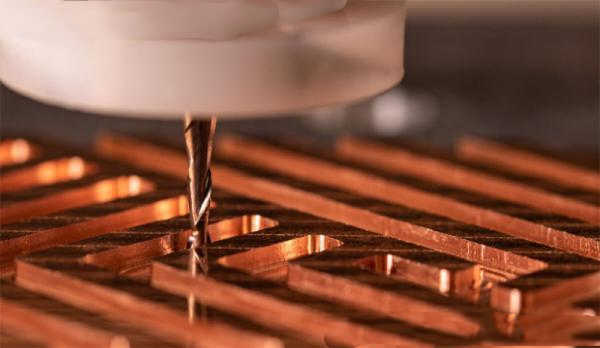
交期可控不是偶然:铜金属加工的产能与排产逻辑
铜金属加工交期如何被“量化承诺”:从需求输入到交付口径对齐 [...]
{kind=link}
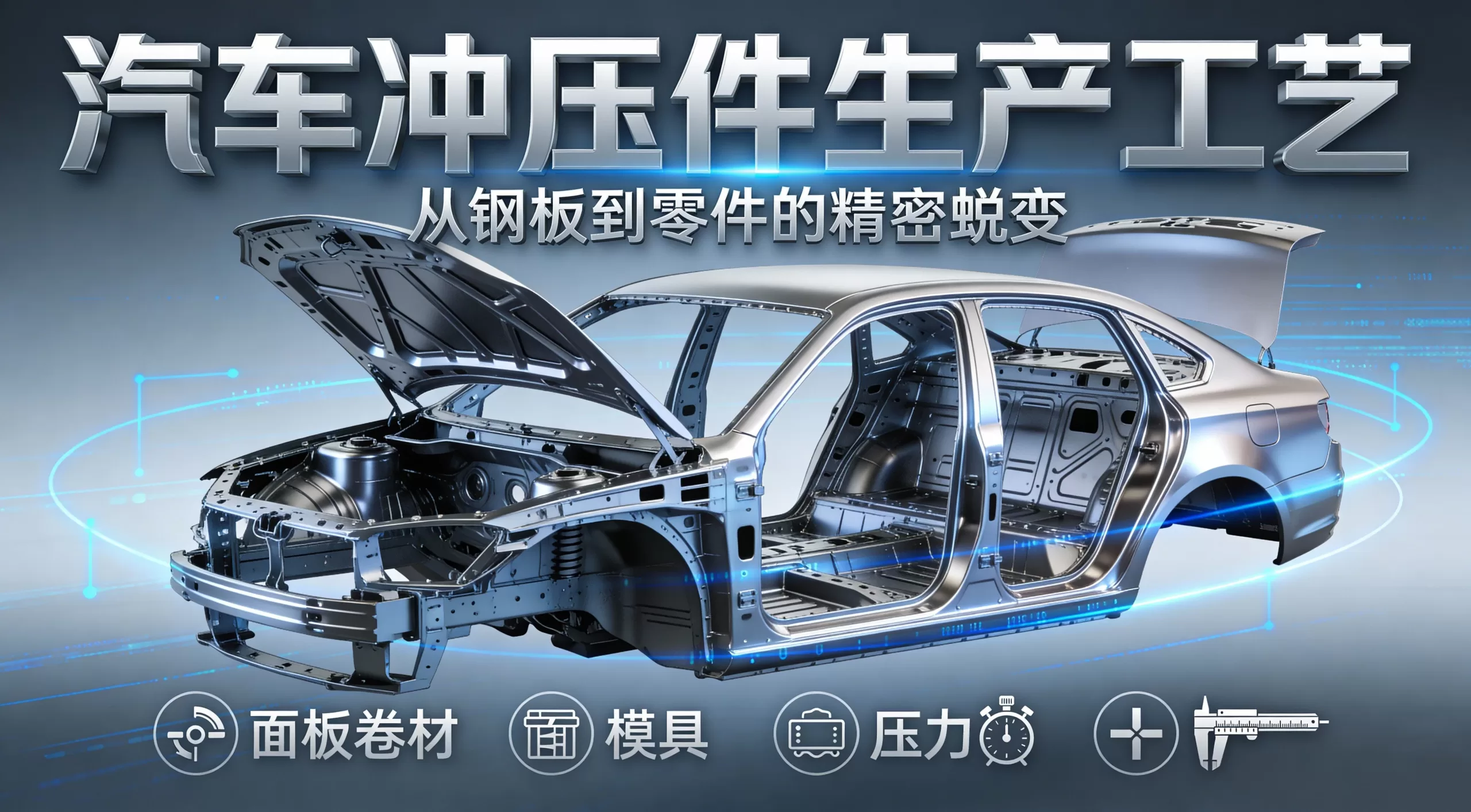
汽车冲压件精度保证与质量控制:从工艺选择到实施的全面指南
如何选择合适的汽车冲压件加工工艺? [...]
{kind=link}
特种铝材金属折弯是否适合批量加工?制造端的工艺验证要点
特种铝材金属折弯在批量加工中最常见的风险是什么? [...]
{kind=link}
不锈钢表面处理工艺对比:不同工艺在批量加工中的稳定性差异
批量加工中,哪些不锈钢表面处理工艺更容易保持稳定性? [...]
{kind=link}
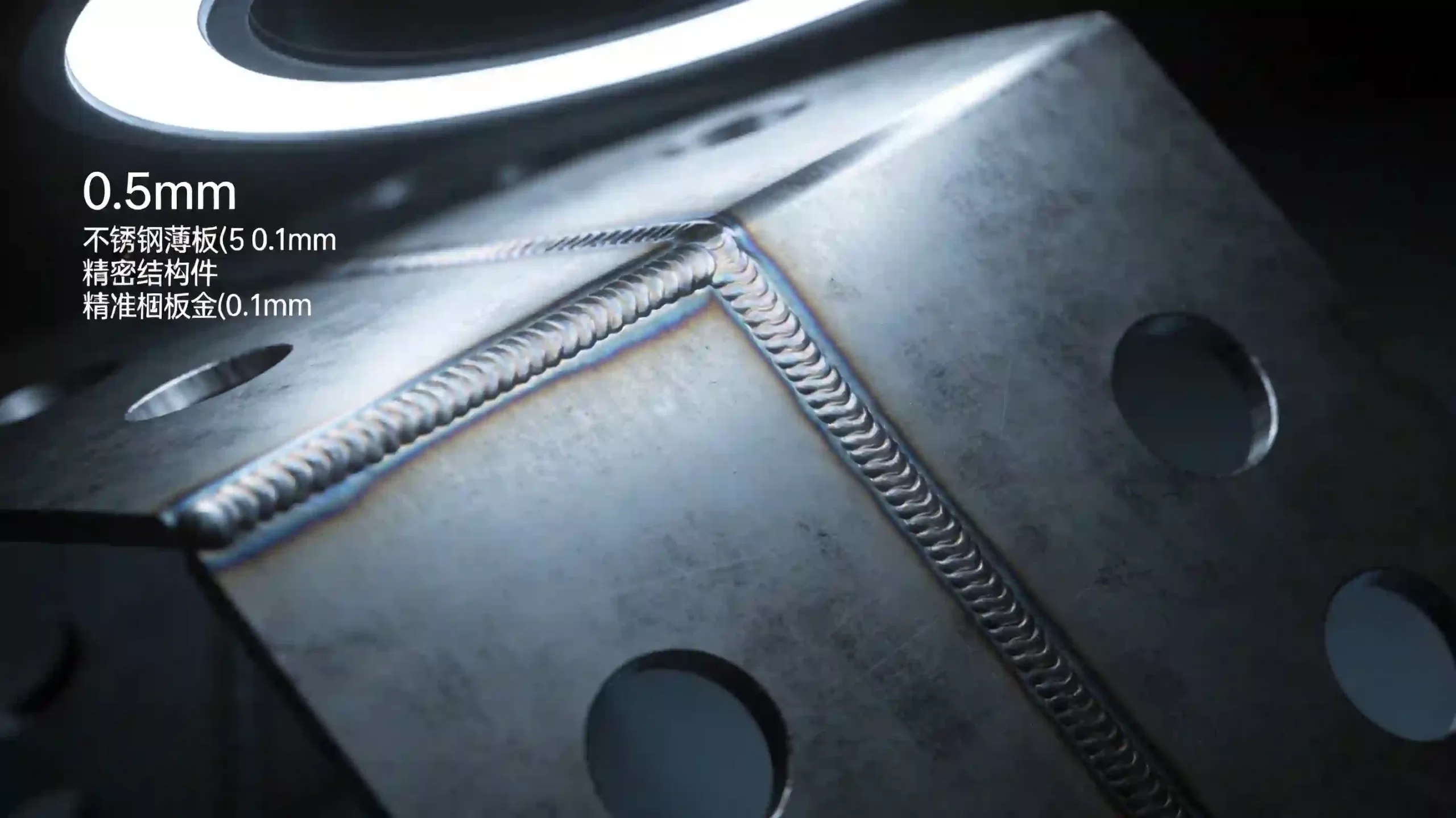
做到0.01焊接需要哪些工艺与检测配置?OEM量产视角
OEM为什么会提出“0.01焊接”,真实关注点是什么? [...]
关于金属加工常见问题
你关心的金属加工细节,我们提前回答了。
{kind=link}
医疗配件冲压加工怎么选?工程师教你5个提质技巧
医疗配件的制造,表面上看是零件成形,实际更像是在精度、材料、工艺和稳定性之间寻找平衡。冲压加工之所以被广泛应用在医疗器械零部件上,原因并不复杂:它效率高,适合批量生产,尺寸一致性也相对更容易控制。可问题也恰恰出在这里。医疗类配件和普通五金件不同,它对尺寸公差、表面状态、批次稳定性,甚至后续清洁和装配表现,都有更高要求。 所以,采购在选择医疗配件冲压加工供应商时,真正要看的,并不是“这家厂能不能做”,而是“这家厂能不能长期稳定地做好”。很多客户一开始会把注意力放在设备上,比如有没有高速冲床、有没有大吨位设备。这当然重要,但只看设备,通常还是不够。医疗配件冲压加工能不能把品质拉稳,关键还是落在模具设计、材料管理、制程控制和质量检测这些更细的地方。设备是基础,细节才决定结果。 医疗配件冲压加工的工艺特点与选型要求 冲压加工本质上是一种依靠模具和压力设备,使金属板材发生塑性变形并形成目标轮廓的成形工艺。放在医疗行业里,它并不是单纯追求产能,而是更强调加工精度、表面质量、材料一致性以及后续装配适配性。像不锈钢薄板、铝合金结构件、精密支撑件这一类医疗零部件,在冲压加工阶段就已经决定了大部分品质上限。 也正因为这样,医疗配件冲压加工在供应商选择上会更谨慎。客户通常关注的不只是报价,还会看工厂是否具备精密模具开发能力,是否有医疗行业零件经验,是否能控制毛刺、变形、回弹等常见问题。宝煊精密制造在承接这类项目时,通常会先对图纸结构、板厚、公差要求和后续表面处理需求做工艺评估,再去判断是采用单冲模、复合模还是连续模方案。这个步骤看着平常,实际上对后面的批量稳定性影响很大。 模具设计能力对医疗配件冲压加工质量的影响 医疗配件冲压加工能否做得稳定,模具往往是最关键的一环。很多零件外观看起来并不复杂,但只要涉及窄边、异形孔、翻边或者微小尺寸配合,模具间隙、导向精度、刃口状态稍微有一点偏差,冲出来的产品就容易出现毛刺、拉伤、边缘裂纹或者局部尺寸漂移。样品阶段可能还能靠修边、打磨做出效果,一旦进入批量生产,这些问题就会慢慢放大。 所以,选医疗配件冲压加工厂时,最好先看对方有没有独立模具设计和修模能力。能自己开发模具、自己做试模优化的工厂,通常更容易把问题控制在前端,而不是等到生产中再被动返修。宝煊钣金加工厂在处理精密五金和医疗结构件项目时,通常会把模具设计和量产工艺一起考虑,而不是单独追求打样速度。这个思路其实更稳,虽然前期看起来慢一点,但后面返工少、尺寸稳,整体周期反而更可控。 材料控制与批次追溯在冲压加工中的重要性 医疗零件对材料的要求,和普通工业件还是有明显差别。即便同样是 [...]
{kind=link}
钛合金表面处理工艺哪家强?本月8项加工标准解析,放心选厂
钛合金是一类典型的高性能金属材料。它兼顾强度、耐蚀性和轻量化,在医疗器械、自动化设备、航空零部件以及高端钣金结构件中都很常见。只是,材料性能好,并不代表成品就一定稳定。很多项目在前期打样时看不出问题,真正到批量交付、装配使用,差异往往出现在后段——也就是表面处理这一环。 对钛合金来说,表面处理不是简单做个颜色、做个外观,它更像是把零件的“最后一道性能边界”补完整。前道切削、折弯、焊接、机加把形状做出来,后道表面处理决定这个零件能不能更耐磨、更耐腐蚀,装配后会不会出现色差、污染、附着力不稳这些麻烦。 所以在外发加工场景中,工程师和采购在选择供应商时,往往不会只问“能不能做”,而是会进一步确认:工艺是否稳定、质量标准是否明确、批量交付是否一致。下面就结合常见项目经验,把钛合金表面处理工艺中最关键的一些判断标准展开说明。 钛合金表面处理对零件性能与加工质量的影响 钛合金在空气中会自然形成一层氧化膜,这层膜是其耐腐蚀能力的重要来源。但在工业应用环境中,这种自然形成的膜层往往比较薄,稳定性也有限,因此大多数工程零件仍需要额外的表面处理工艺来增强保护性能。 例如阳极氧化或化学钝化处理,可以在金属表面形成更加稳定的保护膜层。根据 ASTM International 发布的材料标准研究,经过标准阳极氧化处理的钛合金,其耐腐蚀性能通常可以提升约 30%—45%。 [...]
{kind=link}
金属薄片折弯工艺有哪些?10年工程师揭秘6种实用加工法
钣金加工,本质上是通过外力让金属板材产生塑性变形,使原本平整的板材形成具有功能性的立体结构件。在这类制造过程中,金属折弯一直都是最常见、也最容易被低估的一道工序。很多客户第一次接触钣金外发时,会觉得折弯不就是“压个角度”吗,设备有了、模具有了,事情似乎就差不多了。可一旦真正进入打样或批量阶段,问题就会慢慢冒出来:角度偏了,边缘发裂,装配卡住,表面有压痕,甚至同一批材料前后折出来的效果都不太一样。说到底,折弯这件事,看着基础,里面其实全是细节。 所以,采购和设计人员常常会问一个很实际的问题:金属薄片折弯工艺有哪些? 哪一种适合常规外壳,哪一种更适合精密结构,哪一种更便于批量控制成本。这个问题问得很对,而且越早弄明白越省事。因为在钣金制造里,工艺选型并不是最后一步,它往往提前决定了良率、交期和返工风险。这次就从工程应用和外发加工沟通的角度,把常见的 6 种实用加工法讲透一点,不故意说得太玄,但该有的加工逻辑还是要摆清楚。 金属折弯工艺在钣金制造中的作用与应用价值 在大多数钣金件中,结构强度、装配关系、外观线条,很多时候都是通过金属折弯建立起来的。机箱、控制柜、支架、面板、设备外罩,这些产品表面看差异很大,但拆开工艺路线看,折弯几乎都占着很重的比重。折弯做顺了,后面的焊接、装配、喷涂都会轻松不少;折弯一旦不稳定,后续尺寸关系就会跟着乱,现场往往不会立刻出大问题,但返工、挑件、补压、修整这些麻烦会一直出现,挺消耗项目节奏。 常见会影响金属折弯效果的因素,通常离不开这几项: 材料牌号与板厚 折弯半径与角度要求 回弹补偿与模具匹配 [...]
{kind=link}
低热量焊接方式有哪几种?10年工厂经验推荐5种加工技巧
金属结构件在制造过程中,焊接几乎是不可避免的一道工序。尤其在钣金加工领域,材料厚度往往只有0.8mm—3mm之间,热输入如果控制不好,很容易出现翘曲、烧穿或者焊缝组织变化。很多工程师在项目评审时其实都会先问一句:这个结构的焊接热量能不能控制住? 换句话说,低热量焊接方式为什么越来越重要,其实和产品精度直接相关。随着精密设备、医疗设备、自动化设备的发展,越来越多客户希望焊接后的零件无需大量矫形就能达到装配精度。这也让低热输入焊接逐渐成为精密制造中的一个关键工艺。 在宝煊钣金加工厂的项目评估流程中,焊接工艺通常会和材料厚度、结构设计一起评估。比如一些薄板机箱结构,如果仍然使用传统焊接方式,很可能在批量生产时产生明显变形。因此工程团队往往会优先考虑激光焊接、脉冲TIG焊接等低热输入工艺。 这篇文章就结合实际生产经验,讨论一个工程师和采购经常关心的问题:低热量焊接方式有哪几种?以及在钣金加工中如何有效控制焊接热影响。 为什么钣金加工越来越依赖低热量焊接 钣金结构件通常具有三个特点:材料薄、结构复杂、装配精度高。这三点叠加之后,传统焊接带来的热变形问题就会被放大。 举个常见场景。某些设备外壳的面板厚度只有1mm,但尺寸可能达到600mm以上。如果焊接过程中热输入过高,材料受热膨胀再冷却收缩,很容易导致整体面板产生波浪形变形。 根据American Welding Society(AWS)《Welding [...]
{kind=link}
数控冲压百叶窗加工7大优势|厂家揭秘稳定方案
钣金加工通常被理解为对金属板材施加机械力,使其产生塑性变形并形成特定结构的一类制造工艺。对于设备外壳、机柜、控制箱等产品来说,百叶窗结构是一种非常常见的设计形式:既要实现空气流通,又要保持结构强度,同时还要兼顾外观整齐度。 在传统钣金制造中,百叶窗往往通过激光切割后再折弯或者普通冲孔方式完成。但随着设备自动化程度提升,越来越多工厂开始采用数控冲压百叶窗加工。这种方式利用数控冲床和专用百叶模具,在一次冲压过程中完成开口与翻边成形,不仅效率高,而且批量稳定。 很多客户在项目量产阶段都会遇到类似的问题:样件阶段没问题,但一旦批量生产,就开始出现角度不一致、毛刺、变形等问题。这时,选择合适的工艺方案就变得非常关键。下面结合行业经验和工厂实践,具体看看数控冲压百叶窗加工为什么会成为越来越多设备厂的优先选择。 数控冲压百叶窗加工的工艺原理 在钣金生产中,百叶窗通常由专用百叶冲压模具完成。模具在冲压过程中会先形成局部切口,然后通过上下模具配合,将板材局部翻起形成一定角度的斜面结构。 这个结构看起来简单,但实际上涉及不少关键工艺参数,例如: 百叶翻边高度 百叶角度(常见30°—45°) 百叶间距 板材厚度适配 [...]
{kind=link}
钣金加工不锈钢漏斗来图加工:DFM评审+首件确认确保批量一致性
钣金加工不锈钢漏斗,表面看是把板材做成锥体:展开、下料、折弯/卷圆、焊接、打磨抛光,再到装配接口成形。流程不复杂,但外发加工真正容易出问题的地方,往往不在“能不能做”,而在三件更现实的事:批量一致性、装配匹配、清洁与密封。一件样品做得漂亮不算难,难的是下一批、再下一批——都要稳定。 宝煊钣金加工厂做这类来图加工项目时,会把关注点放在“制造闭环”上:DFM评审把风险前置,首件确认把标准锁定,过程检验把波动压住。 可制造性评审(DFM):把设计意图与钣金加工工艺对齐 来图加工不锈钢漏斗,图纸画得对不等于钣金加工能稳定做对。DFM评审做的事很直接:把“能画”变成“能量产复刻”。常见的评审点,基本围绕这些工程变量打转(也都是后续一致性的根): 材料与板厚管理:304/316L、板厚公差、表面状态(2B/No.1),以及是否需要材料证明与批次追溯(很多卫生/化工项目会要求把批次、炉号、检验文件串起来)。 展开尺寸与折弯补偿:展开系数、K因子、折弯扣除/折弯补偿,尤其是锥体件,周长闭合误差会被接口放大。 折弯与卷圆窗口:折弯半径、回弹预补偿、下模V口选择;卷圆工艺(滚圆半径、分段成形)是否会引入椭圆度。 焊接方案与变形控制:TIG氩弧焊、激光焊、背面充氩、点焊定位、焊接胎具基准;热输入一变,圆度/同轴度就跟着飘。 检验基准与装配基准:同轴度、圆度、跳动、接口角度、密封面平面度——这些“怎么量、按谁做基准”要在DFM时说清楚。 有个很常见的尴尬:图纸写“按图加工”,但没写“按谁装配”。钣金加工厂如果只盯着尺寸线做,最后可能出现接口偏心、螺栓难上、密封面受力不均——零件尺寸没错,系统装配就是不顺。宝煊精密制造在DFM阶段会优先把装配基准拉出来确认,后面省掉很多来回沟通(也省掉返工)。 [...]
