钣金加工行业问题解答

{kind=link}
AI如何激光切割不踩坑?2025年8条工艺复盘,靠谱的生产对接单
激光切割是一种利用高能激光束对金属材料进行精确切割的工艺,广泛应用于汽车、电子和建筑行业。AI技术的引入,通过算法优化切割路径和参数,旨在提升效率和精度。然而,在实际操作中,AI辅助激光切割常因参数设置不当、材料识别错误或实时监控不足导致加工失败,比如切口毛刺、尺寸偏差或材料浪费。这次,我们基于行业实战经验,复盘2025年12月的8条关键工艺,帮助外发加工客户避免常见陷阱,实现可靠的生产对接。让我们具体看看,如何让AI真正成为激光切割的助力而非阻力。 AI激光切割的常见陷阱与根源分析 AI在激光切割中的应用,本质上是通过机器学习模型自动调整切割参数,如功率、速度和焦距。但为什么容易踩坑呢?简单来说,AI依赖于训练数据的质量——如果数据不足或偏向特定材料,模型就可能误判。例如,切割不锈钢时,AI若未考虑热膨胀系数,可能导致切缝过宽。更头疼的是,实时传感器反馈延迟,可能让调整滞后,造成整批工件报废。 从工程师视角看,这问题像开车时依赖导航却忽略路况:AI是工具,但不是万能药。某金属加工厂在2024年的一次项目中,就遇到AI模型对铝合金的反射率估计错误,结果切割效率下降15%。根据中国机械工业联合会2024年报告,AI优化激光切割可提升整体效率约20%,但前提是数据训练覆盖多场景。所以,第一步是评估AI系统的适应性——别急着上马,先小批量测试。 2025年12月8条工艺复盘:从经验中提炼的黄金法则 基于2025年12月的行业复盘,我们总结了8条实用工艺点。这些点源于多次生产对接中的教训和优化,重点围绕AI与激光切割的协同。大致区分一下:前3条聚焦前期准备,中间3条针对过程控制,最后2条强调后期验证。 材料预处理必须标准化:AI模型需要干净的输入数据。建议统一材料厚度和表面状态,避免锈蚀或油污干扰传感器读数。例如,切割前用激光清洗机预处理,可减少AI误判率。 参数库动态更新:别用静态参数表!AI应集成实时数据库,根据材料类型自动匹配切割速度。行业经验是,每月复盘一次参数库,效率提升明显。 多传感器融合:单一摄像头不够用——结合红外和声学传感器,AI能更准地检测熔渣和热变形。2025年趋势是边缘计算,减少延迟。 [...]
{kind=link}
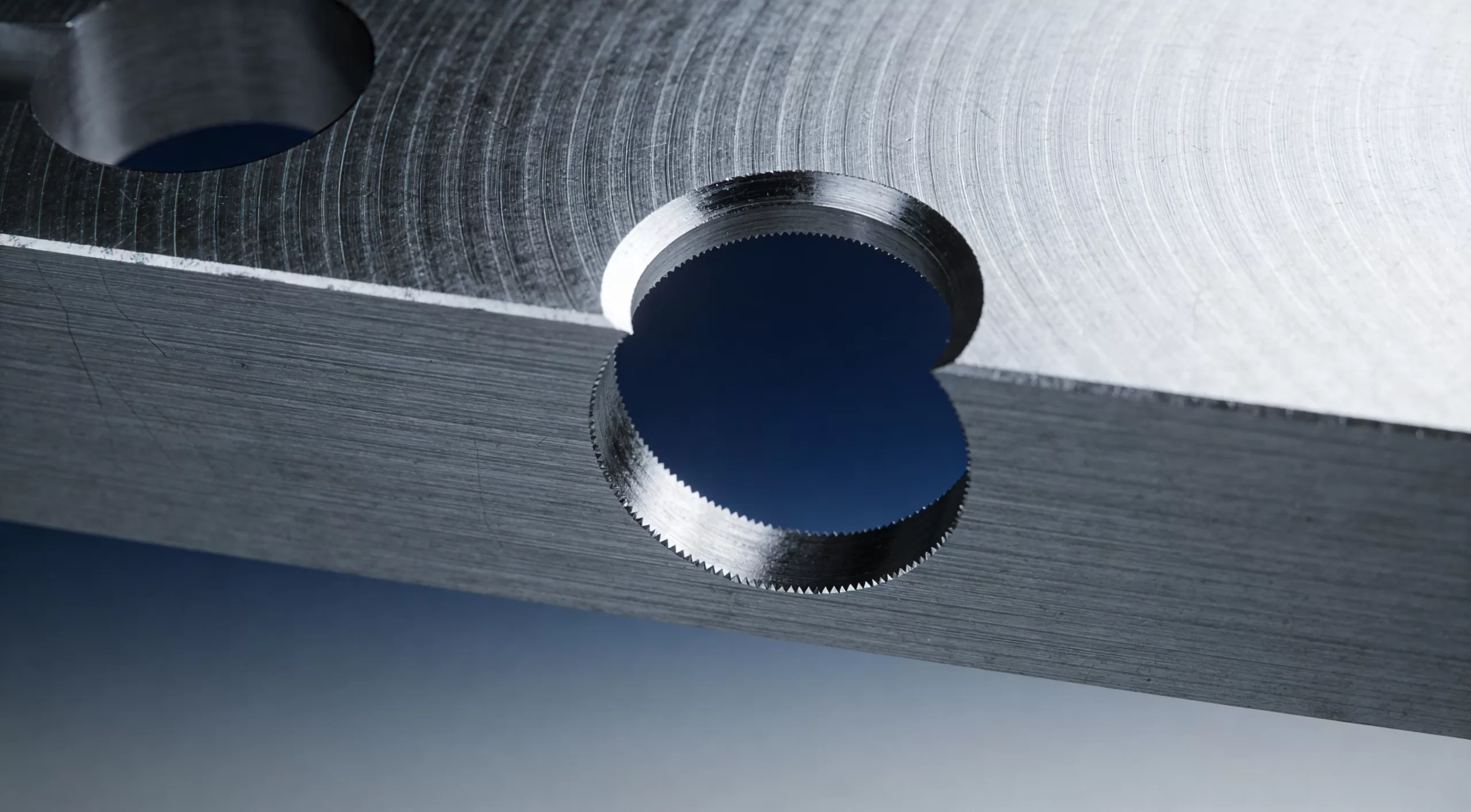
半孔怎么做金属加工2025实战5步避坑,放心达标制程方案?
半孔与“半孔边缘”在钣金件里是什么概念 半孔,通常指孔位落在板边或靠近外轮廓,形成“半圆孔/开口孔”的结构。它看起来简单,但在金属加工里往往比“完整圆孔”更敏感:剪切区少、材料支撑差,毛刺、拉伤、崩边、尺寸漂移会更容易冒出来。再叠加折弯、喷粉、电泳这些后段工艺,半孔金属加工就会变成一个“连锁反应点”——前段边缘没控住,后段基本都在救火。 半孔金属加工最容易翻车的3个原因 半孔金属加工常见问题并不神秘,翻车通常集中在三类: 边缘支撑不足:冲孔/切割时缺少闭合轮廓支撑,剪切面比例更难稳定,毛刺高度、塌边更敏感,金属加工的良率在这里波动很明显。 孔位“离折弯太近”:一折就变形,孔径变椭圆、边缘裂纹、翻边起皱,金属加工后段检验很难解释。 工艺路线选错:同样叫半孔金属加工,冲床、激光、铣削/线切割的质量特征完全不同;一开始没选对,后面只能靠加去毛刺、加治具、加检验去“堆成本”。 2025实战:半孔怎么做金属加工的5步避坑制程方案 第1步:图纸信息先补齐,避免金属加工“猜需求” 半孔金属加工最怕一句话:按图做。因为半孔的关键往往不在直径,而在边缘状态和装配功能。建议在图纸/技术要求里明确这些点: [...]
{kind=link}
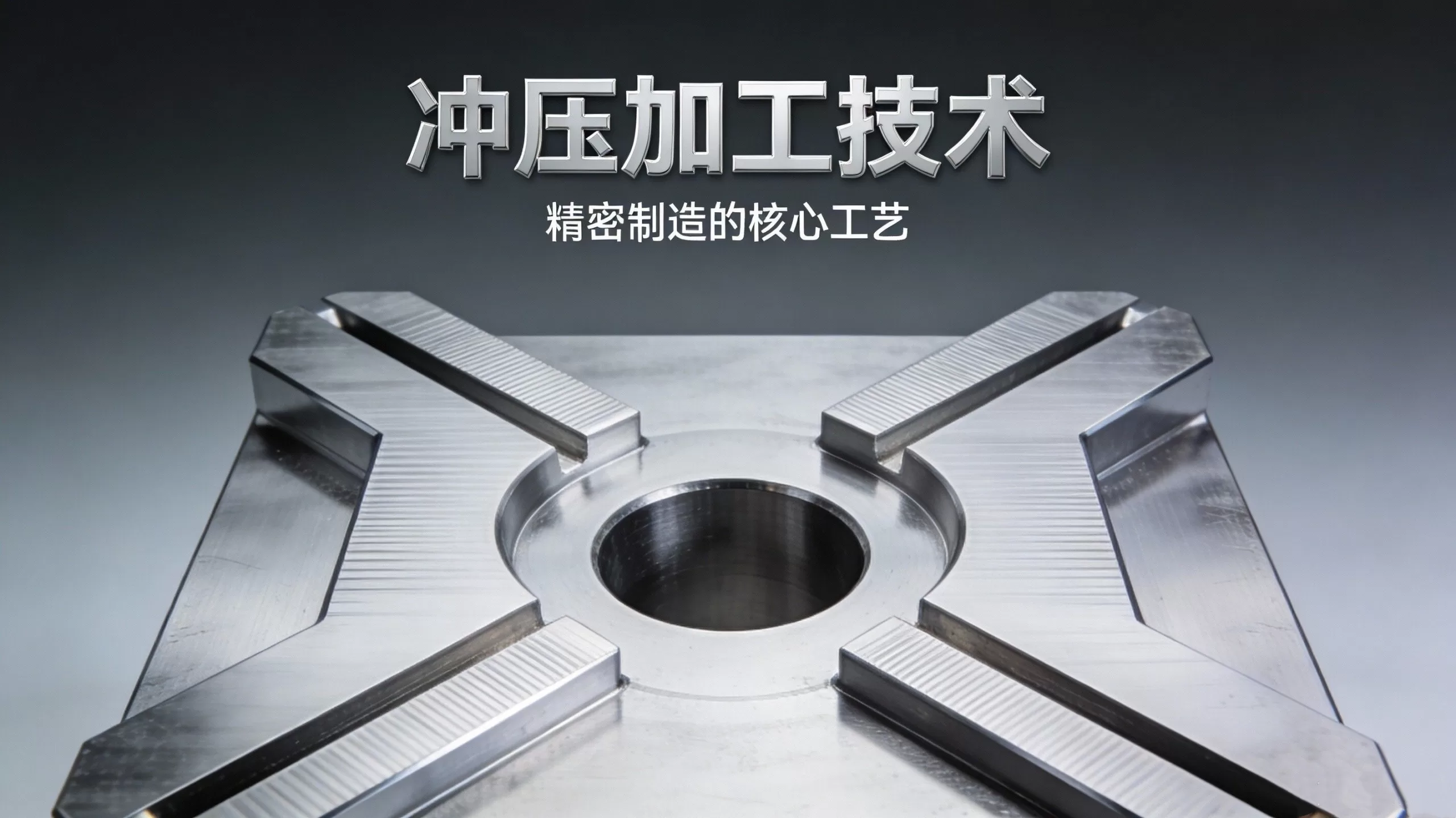
什么是冲压加工技术?如何提升产品质量与生产效益?
冲压加工技术解析 冲压加工,本质上是对金属板材施加压力使其塑性变形的一种成形工艺——就像用模具给钢板“塑形”一样,它属于机械钣金的核心方法。这次,我们不妨先抛个问题:为什么同样的图纸,不同工厂做出来的冲压件精度和寿命差异这么大?简单说,冲压加工依赖吨位、模具设计和材料选择这些关键参数,如果其中一个环节疏忽,良品率就可能直线下滑。所以,如果您正为外发加工发愁,不妨跟着我一起梳理下如何用好这项技术,既提升产品质量,又让生产效益更上一层楼。宝煊钣金加工厂常年深耕于此,接下来就结合实操经验,聊聊具体怎么做 冲压加工的基本原理与核心要素 冲压加工大致区分一下,主要通过冲床施加机械力,在模具间完成弯曲、拉伸或裁切等动作。还有一种变体是级进模冲压,适合大批量生产,比如汽车零部件或电子外壳。从专业角度看,材料厚度和硬度是首要考虑——低碳钢容易成形但强度一般,不锈钢则需更高吨位(通常50-300吨,视工件复杂度而定)。 这里有个小细节:模具寿命直接影响成本,如果保养不当,一套模具可能只冲几万次就磨损了(坦白说,我们见过不少工厂因忽略这点而频繁换模,拖慢了整体节奏)。所以,选择专业制造商时,他们会先帮客户评估材料匹配度,避免不必要的损耗。 提到效率问题。根据中国锻压协会2023年的行业报告,冲压加工在金属成形工艺中占比超过65%,但平均设备利用率仅70%左右——这意味着还有提升空间。如果您追求高交期稳定性,建议优先考虑自动化上下料系统,它能把单件工时压缩20%以上。部分现代工厂最近升级产线,就是基于这个逻辑。冲压加工的主要应用领域 冲压加工的主要应用领域 冲压加工技术广泛应用于以下几个行业: 1. 汽车行业 [...]
{kind=link}
不对称金属条怎么折弯?2025资深师傅调机5步良率高放心加工方案
不对称金属条怎么折弯?工程现场里经常被低估的一道工序 钣金加工里,金属折弯往往被看作是“成熟工序”。设备成熟、模具标准化、参数也有参考区间,看起来似乎不复杂。但一旦对象换成不对称金属条,情况就完全不同了——材料受力不均、回弹方向不一致、角度偏移不可预测,这些问题在图纸阶段不明显,却会在量产时被不断放大。这次,我们围绕“不对称金属条怎么折弯”这个实际问题,尝试从工程师视角,把逻辑讲清楚,也把能落地的加工方案拆解出来。 在近几年的外发项目中,这类零件出现的频率明显在上升。原因并不复杂:轻量化设计、功能集成、结构避让,都会让金属条逐渐走向“非对称”。而加工端,如果还沿用对称件的思路来处理,良率自然难以稳定。 不对称结构,对金属折弯意味着什么 从力学角度看,不对称金属条在折弯时存在三个典型特征: 中性层偏移,导致一侧拉伸、一侧压缩程度差异明显 折弯线两侧材料刚性不一致,回弹量难以统一预测 折弯过程中易出现扭曲(twist),而非单纯角度偏差 这些问题并不是“操作不当”,而是结构本身带来的加工难度。ISO 7438《金属材料—弯曲试验》里也明确指出,当截面不对称时,试样的弯曲行为不再服从简化模型,需要通过工艺补偿来修正(ISO,2016)。 [...]
{kind=link}
不锈钢表面做什么处理3天交付?工厂实测6步加工更放心
不锈钢表面做什么处理,真的能压到 3 天吗? 不锈钢钣金件的表面处理,在整条加工链路里看起来“靠后”,但它往往决定了交付节奏、外观一致性,甚至装配时螺纹孔、贴合面会不会出小毛病。工程图上常见一句“表面处理按要求执行”,这句话很短,却把清洗、去应力、钝化、检测这些动作都打包了——所以一旦前段没想清楚,后段就容易被迫补救。 这次我们就按工程师的讨论方式,把问题摊开:不锈钢表面做什么处理,才更有机会做到 3 天交付,还能让人放心? 先把结论放在前面: 3 天不是“少做两步”,而是把 [...]
{kind=link}
哪里可以焊接?2025年3类资深加工资源对比,省心靠谱的现实选择
钣金焊接,通常被理解为一种“连接工序”,但在实际制造中,它更像是把一整套前后工艺拧在一起的关键节点。板材怎么下料、怎么折弯、装配间隙控制在什么范围内,都会直接影响焊接后的尺寸稳定性和外观状态。这也是为什么,在工程讨论或采购沟通中,“焊接能不能做”往往不是重点,“焊接做完后会不会引出一串问题”才是真正被反复确认的地方。 所以,当有人在 2025 年还在问 “哪里可以焊接”,这个问题本身并不简单。它背后,其实指向的是交付稳定性、风险分担方式,以及长期配合的可预期程度。下面的内容,就从加工经验和工程实践出发,把这个问题拆开来看。 钣金焊接并不“难”,但很容易在细节上出问题 从工艺角度看,常见的钣金焊接方式并不复杂:TIG 焊、MIG 焊、点焊、激光焊,设备和工艺资料都很成熟。但在薄板场景下,问题往往不出在“会不会焊”,而出在“怎么控制”。 例如,不锈钢或冷轧板在 [...]