作者:超级管理员 发布时间:2023-07-10 09:58:38 浏览次数 :154
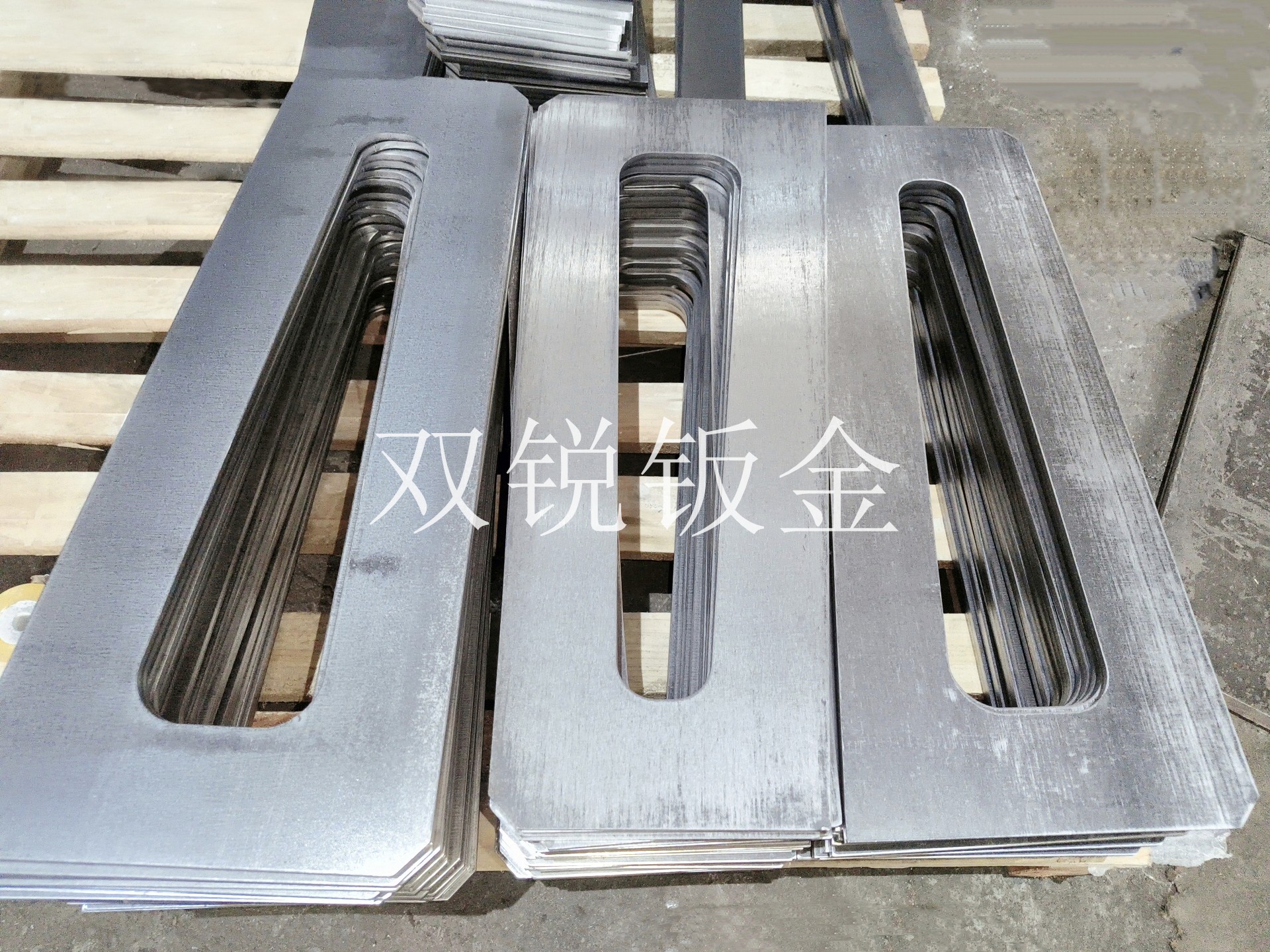
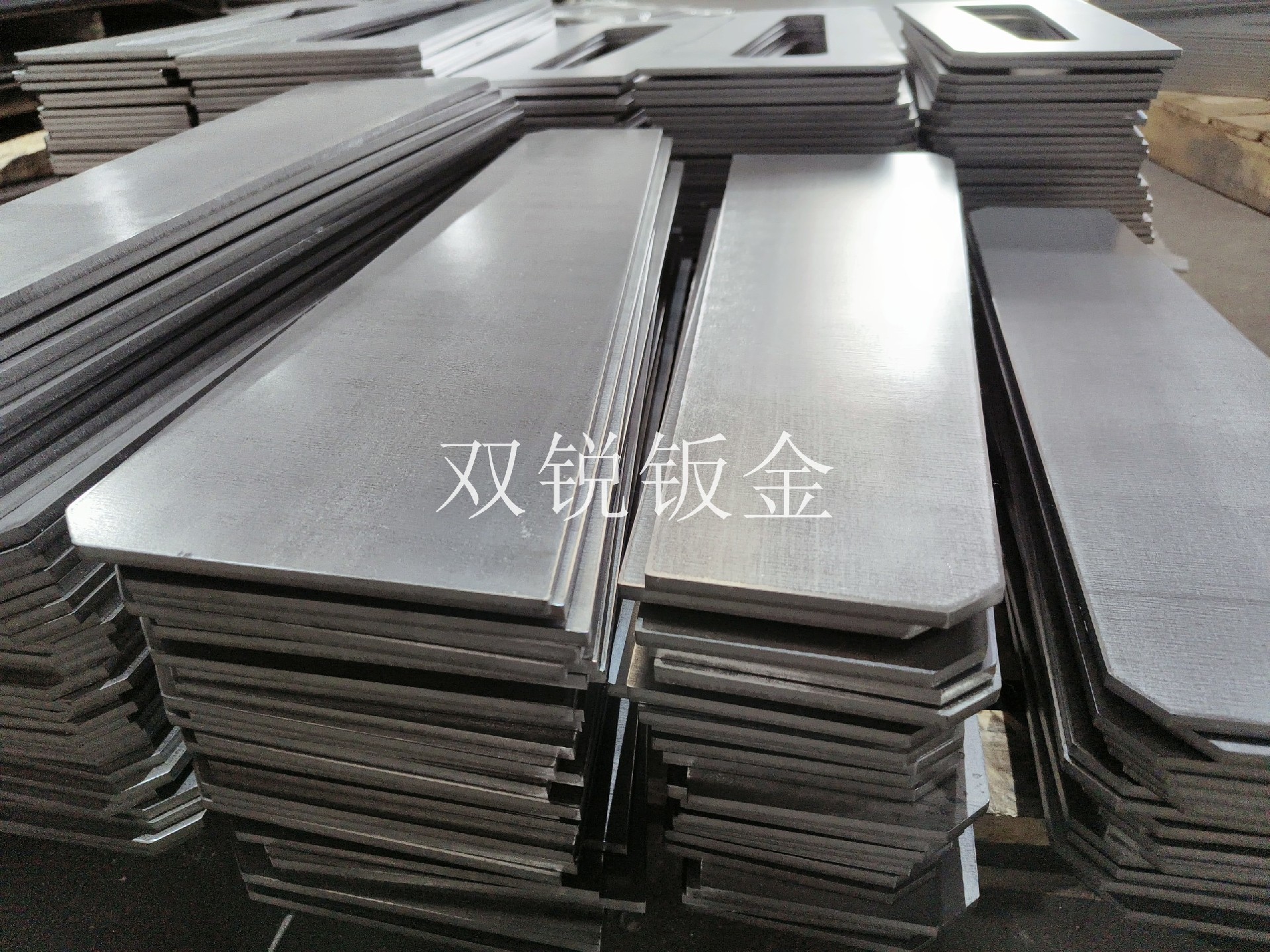
在当今销售市场上,钣金加工在金属材料加工产业链中具有了关键功效,它的主要用途很普遍,早已出现在各个领域。其中的激光切割加工工艺,无非有光纤激光切割、等离子切割机、数控火焰切割、液压剪板机、冲压模具这些较为常见的方法。
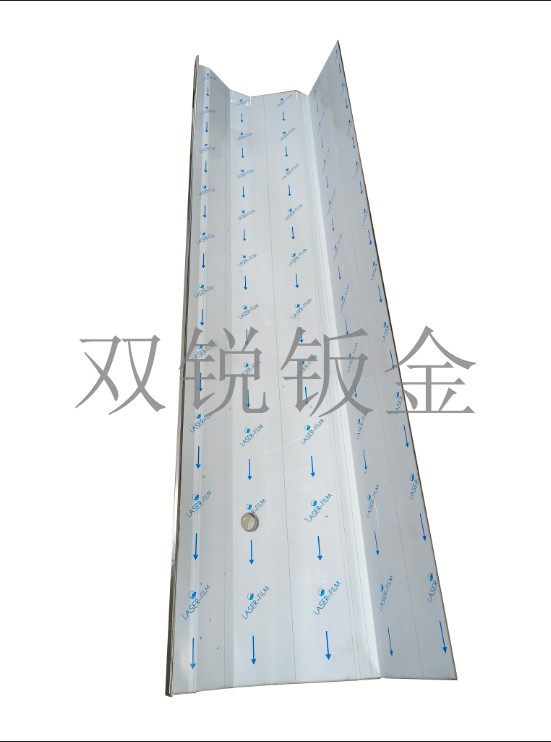
而在这种方法中,光纤激光切割是新的技术性,在金属板材材质激光切割的行业,从μm级的纤薄板到数10mm的厚钢板,激光器都能够开展切割。光纤激光切割关键基本原理是运用一个功率大、密度高的的激光直射被激光切割原材料,使原材料迅速加温到一个十分高的温度,达到原材料的气化温度,产生孔眼。
而在我们挪动光线后,伴随着光线的挪动,原材料的孔眼也在转变,孔眼持续产生总宽窄小的割缝,那样完成了对原材料的激光切割。其优势是效率较高、能量相对密度、柔韧度等,不论是从精密度、速率还是效率层面而言,光纤激光切割全是钣金制造行业激光切割板材的不二选择。
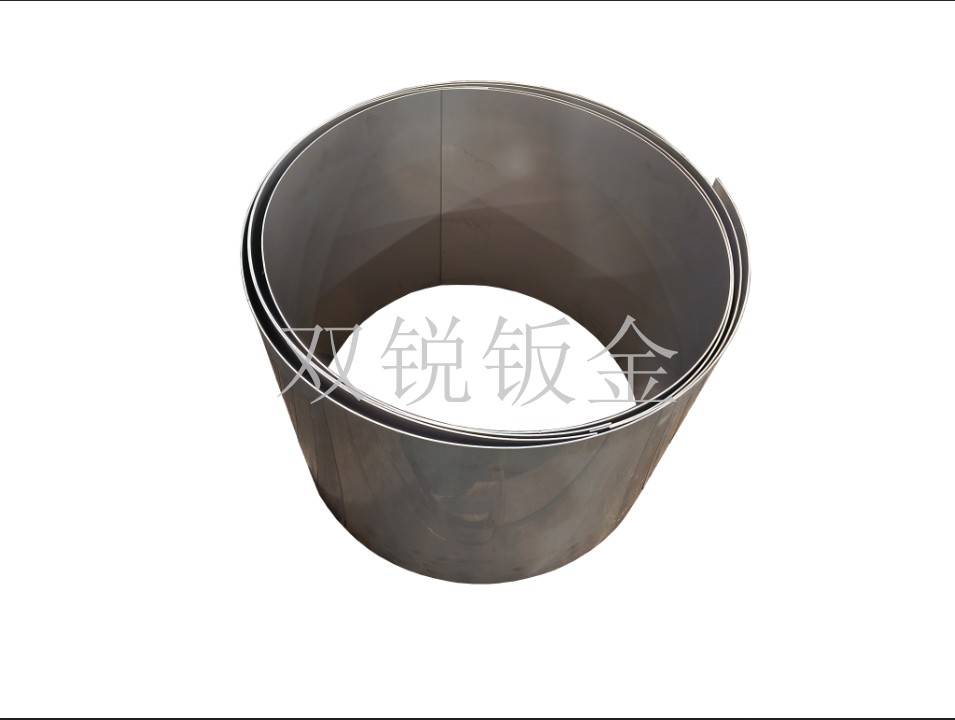
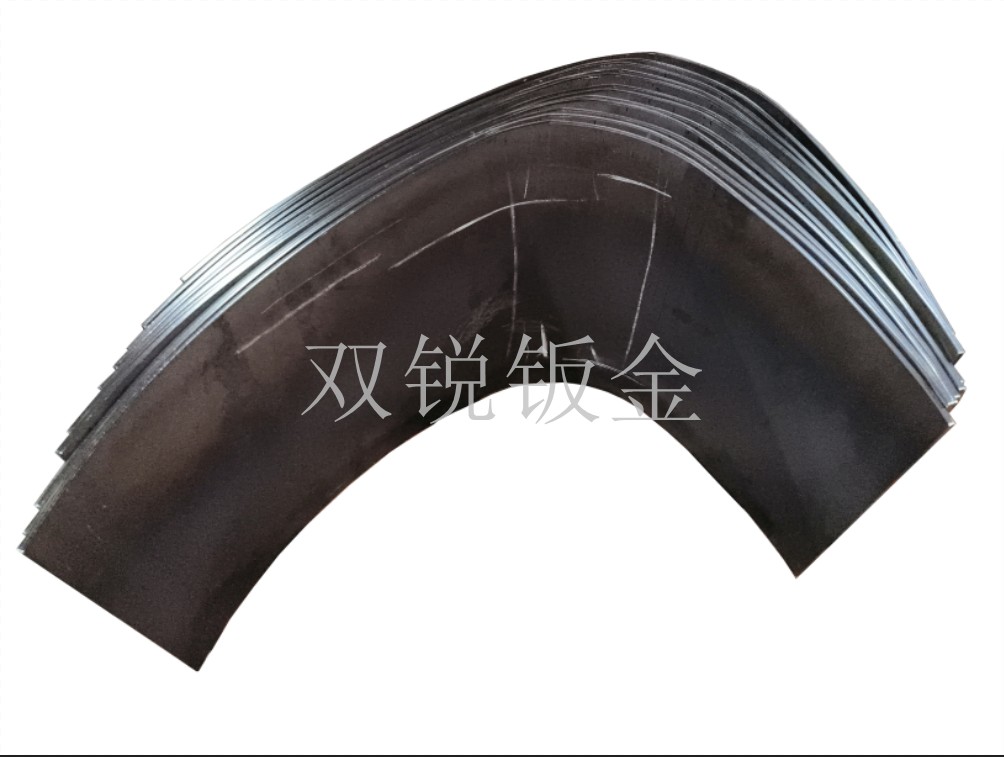
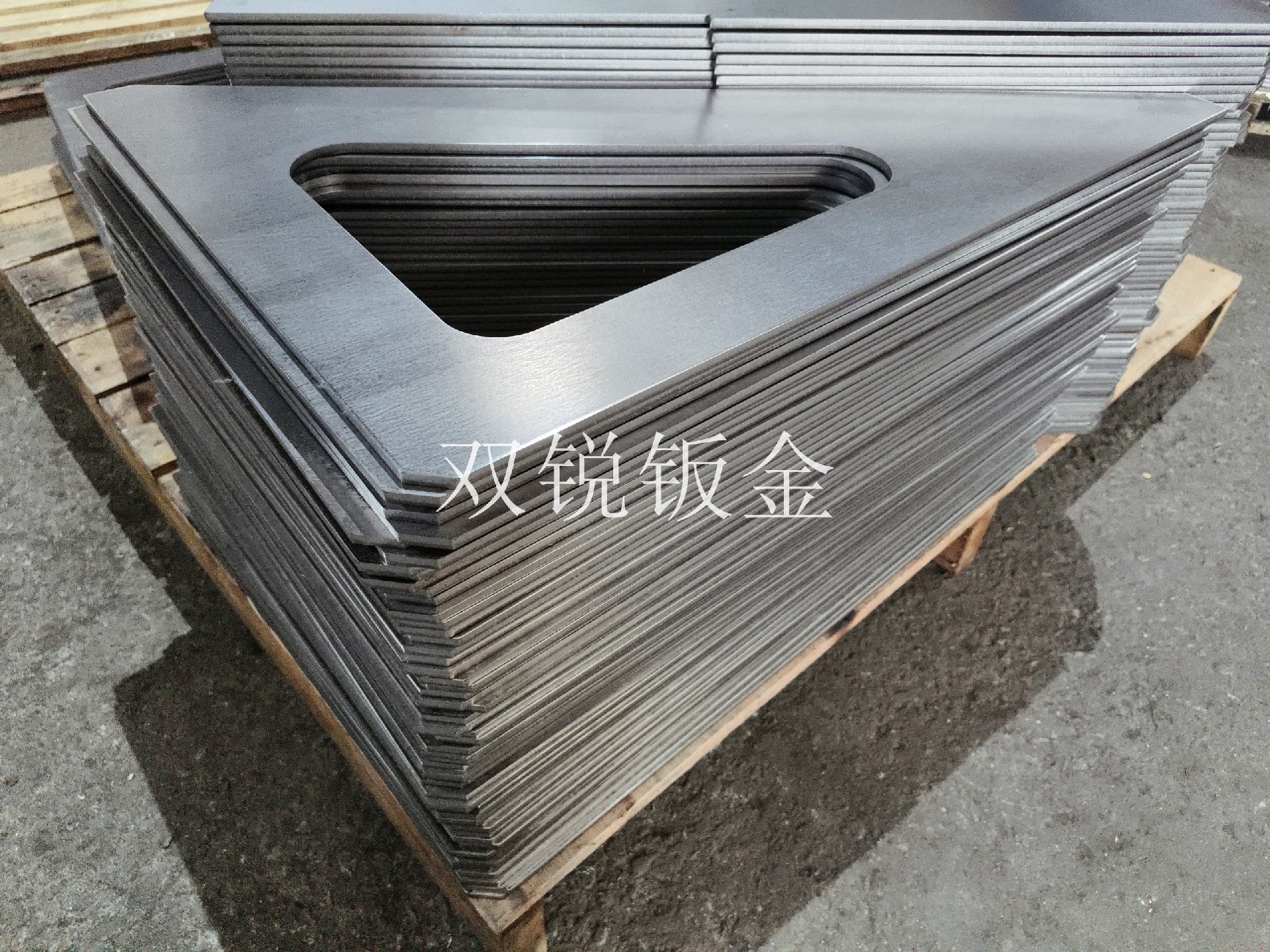
钣金加工中的翻转裁切方式是一对旋转方位反过来的园盘剪刃对板材开展裁切,按园盘配备可分成直配备、斜直配备和斜配备三种方式。直配备在钣金加工中适用把板材切成条或将正方形胚料切成圆胚料,斜直配备适用裁切环形胚料或圆内孔,斜配备则适用裁切随意曲线图轮廊的胚料。
斜配备裁切在曲线图轮廊板材裁切中运用广,粘贴板料前先将上、下端铣刀斜置安装,并将上、下端铣刀的交角设定为25度。随后依据板材薄厚调节转速比和滚开刀空隙。选用直配备粘贴板料先将上、下端铣刀竖直轴线对中安装,且左右剪刃的空隙一般取0.05-0.5毫米,或将左右端铣刀设成略微重合情况,使重合高宽比一般仅有0.2-0.3倍的剪切薄厚。
斜配备裁切选用园盘滚剪曲线图轮廊时,毛胚的夹角有一定限定,其小夹角与剪刃直径、半料薄厚相关,而且园盘滚剪平行线条料时,其总宽误差也是有限定。